









01




Високоточний токарний верстат з ЧПК з інструментальною головкою та задньою бабкою
специфікація
| Демонструвати | Специфікація | ГД46-400 | ГД52-450 | ГД52-600 | ||||
| Механічна продуктивність | Максимальний діаметр повороту ліжка | мм | 450 | 520 | 500 | |||
| Максимальний діаметр повороту револьверної головки | мм | 200 | 420 | 450 | ||||
| Максимальна довжина обробки | мм | 400 | 450 | 600 | ||||
| Максимальний діаметр обробки прутків | мм | 46 | 62 | 74 | ||||
| Інсульт | Хід по осі X | мм | 200 | 300 | 260 | |||
| Хід по осі Z | мм | 530 | 540 | 650 | ||||
| Шпиндель | Швидкість | Обороти на хвилину | 4000 | 3000 | 2500 | |||
| Веретеноподібний ніс | А2-5/А2-6 | А2-8 | А2-8 | |||||
| Діаметр отвору шпинделя | мм | 56 | 72/82 | 75/86 | ||||
| Внутрішній діаметр підшипника | мм | 85/90 | 130-190/110-170 | 130-190/110-170 | ||||
| Пост інструменту | Форма інструментального посту | Прямий тип кріплення | Прямий тип кріплення | 100-12 | ||||
| Кількість інструментів для встановлення | одиниця | 8 | 8 | 12 | ||||
| висота хвостовика прямокутного інструменту | мм | 25 | 25 | 25 | ||||
| Діаметр хвостовика розточувального бруска | мм | 32 | 32 | 32 | ||||
| Задня бабка | Хід задньої бабки | мм | 300 | 300 | 550 | |||
| Діаметр втулки задньої бабки | мм | 75 | 75 | 75 | ||||
| Конусність отвору конуса втулки хвостового сидіння | МТ.5 | МТ.5 | МТ.5 | |||||
| Хід втулки задньої бабки | мм | 100 | 100 | 100 | ||||
| Швидкість подачі | Швидка швидкість подачі | м/хв | X:25 / Z:25 | X:30 / Z:30 | X:15 / Z:20 | |||
| Мотор | Шпиндельний двигун (30 хв 60%/безперервно) | кВт | 7.5/11 | 11 | 15 | |||
| Револьверний двигун | кВт | - | - | - | ||||
| Двигун вала подачі | кВт | X: 1,5 / Z: 1,5 | X: 1,5 / Z: 1,5 | X: 1,5 / Z: 1,5 | ||||
| Гідравлічний насосний двигун | кВт | 1.5 | 1.5 | 1.5 | ||||
| Двигун різально-рідинного типу | кВт | 0,4 | 0,3 | 0,4 | ||||
| Живлення від джерела живлення | Потужність блоку живлення | кВА | 11 | 18 років | 18 років | |||
| Місткість бака | для гідравлічного обладнання | Л | 50 | 60 | 60 | |||
| для мастильної оливи | Л | 2 | 2 | 2 | ||||
| для рідини для різання | Л | 60 | 100 | 100 | ||||
| Обсяг верстата | Висота машини | мм | 1750 рік | 1800 рік | 1820 рік | |||
| Висота від землі до центральної лінії шпинделя | мм | 980 | 1050 | 1050 | ||||
| Площа підлоги | мм х мм | 2200 x 1450 | 2280 x 1600 | 2400 x 1750 | ||||
| Вага | кг | 2500 | 3500 | 4500 | ||||
опис продукту

- 1. Інтегрований корпус із повністю металевою кришкоюВерстат з ЧПК має міцний монолітний чавунний корпус, інтегрований з повністю металевою кришкою, що забезпечує виняткову жорсткість конструкції та гасіння вібрацій. Така конструкція підвищує стабільність і точність обробки, одночасно забезпечуючи комплексний захист від бризок охолоджувальної рідини, металевої стружки та зовнішніх забруднень. Безшовний корпус також підвищує безпеку оператора, мінімізуючи вплив рухомих компонентів.
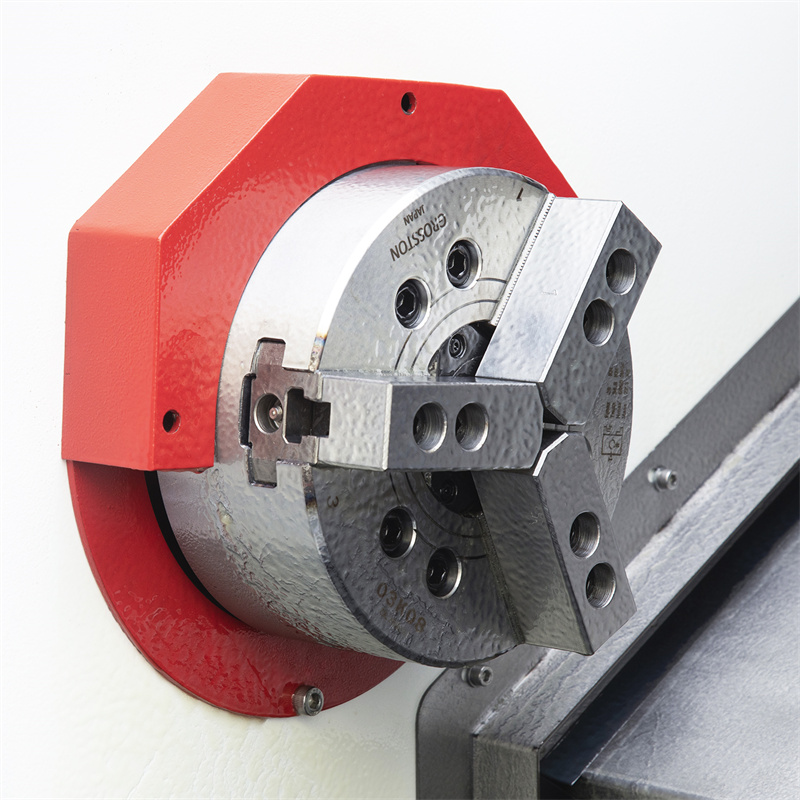
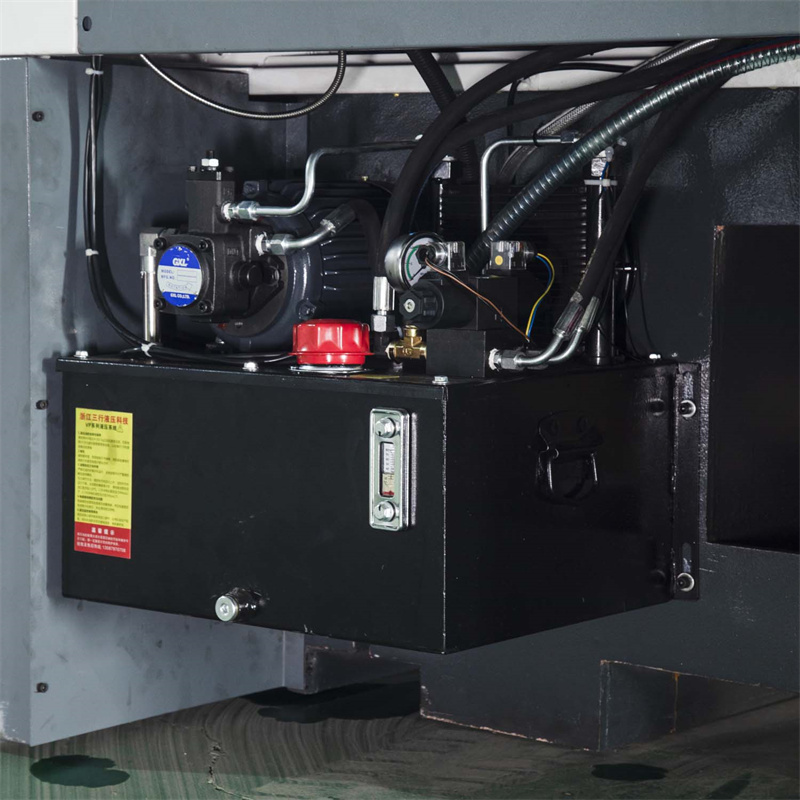
- 2. Сервошпиндель з гідравлічною системою затиску та задньою бабкоюОснащений шпинделем із сервоприводом і високим крутним моментом (зазвичай 7,5–15 кВт), верстат забезпечує змінну швидкість обертання (наприклад, 50–4500 об/хв) для універсальної обробки матеріалів. Гідравлічна система затиску забезпечує швидку та надійну фіксацію заготовки, скорочуючи час налаштування та покращуючи повторюваність. Програмована задня бабка з ЧПК (додатково з гідравлічним або пневматичним приводом) забезпечує осьову підтримку для довгих валів або складних деталей, що дозволяє збалансовано обробляти тонкі компоненти з точністю до мікронного рівня.
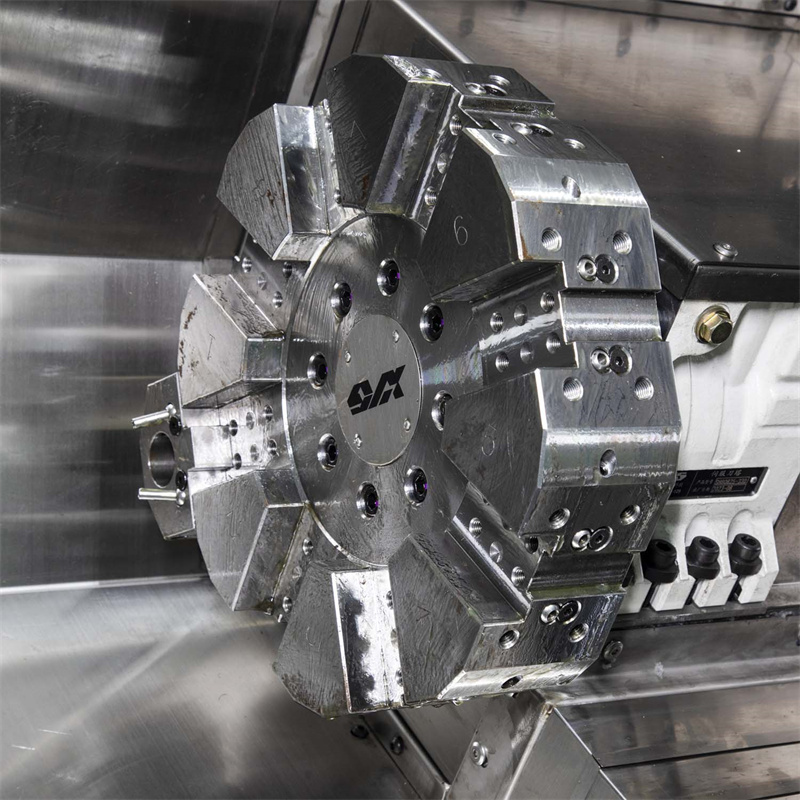
- 3. Револьверна головка на 8 або 12 станційМоторизована індексована револьверна головка (8 або 12 станцій) дозволяє автоматичну зміну інструменту за ≤0,3 секунди, оптимізуючи продуктивність для багатоопераційних робочих процесів. Кожна станція містить стандартні тримачі інструменту ISO/BT-40, опорні свердла, кінцеві фрези, токарні інструменти та спеціальні насадки. Сервоприводна система позиціонування револьверної головки досягає кутової точності ±0,001°, забезпечуючи плавний перехід між операціями чорнової обробки, чистової обробки та нарізання різьби.
- 4. Додатковий конвеєр для стружкиШарнірний стрічковий конвеєр для стружки (опція) ефективно видаляє стружку та сміття із зони обробки, зменшуючи час простою для ручного очищення. Завдяки продуктивності 80–120 кг/хв він забезпечує безперервну роботу у високопродуктивних виробничих середовищах. Модульна конструкція конвеєра дозволяє інтеграцію з централізованими системами фільтрації охолоджувальної рідини, що сприяє чистоті робочого місця та її рециркуляції.

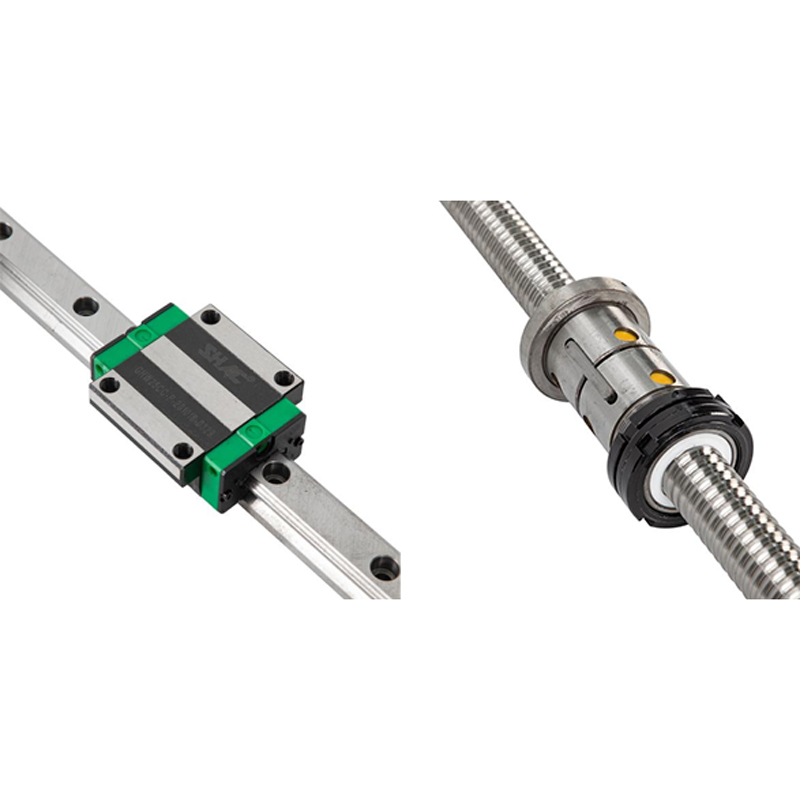
- 5. Похиле ліжко з гвинтовим повідцем та лінійною напрямною рейкоюКонфігурація похилої станини 30°–45° оптимізує відведення стружки та забезпечує вищу жорсткість порівняно з конструкціями з плоскою станиною. У поєднанні зі шліфованими кульковими гвинтами (клас точності C3/C5) та попередньо натягнутими лінійними напрямними (HIWIN або еквівалент), верстат досягає швидкості швидкого переміщення до 24 м/хв та повторюваності позиціонування ±0,003 мм. Ця комбінація мінімізує теплову деформацію та забезпечує стабільну продуктивність під час важкого різання або високошвидкісної чистової обробки.
- 6. Система шини GSK980Tb3iСистема ЧПУ GSK980Tb3i використовує високошвидкісну архітектуру польової шини для зв'язку в режимі реального часу між контролером, приводами та периферійними пристроями. Основні характеристики включають:10,4-дюймовий кольоровий РК-екран з інтуїтивно зрозумілим графічним інтерфейсом програмуванняПідтримка коду ISO, параметричних циклів та користувацького макро-B-програмуванняІнтегрований ПЛК для керування вводом/виводом (до 256 точок) та синхронізації допоміжних пристроївАдаптивне керування швидкістю подачі та компенсація люфту для безпомилкової контурної обробкиПідключення USB/RS-485 для передачі даних та дистанційної діагностики
