









01




הויך פּרעציזיע CNC דרייבאַנק מיט געצייַג טורעם און טיילסטאָק
ספּעציפֿיקאַציע
| פּראָיעקט | ספּעציפֿיקאַציע | GD46-400 | GD52-450 | GD52-600 | ||||
| מאַשינינג קאַפּאַציטעט | מאַקסימום דריי-דיאַמעטער פֿון בעט | מ״מ | 450 | 520 | 500 | |||
| מאַקסימום דריי-דיאַמעטער פֿון דער טורעם | מ״מ | 200 | 420 | 450 | ||||
| מאַקסימום מאַשינינג לענג | מ״מ | 400 | 450 | 600 | ||||
| מאַקס באַר מאַשינינג דיאַמעטער | מ״מ | 46 | 62 | 74 | ||||
| שלאָג | X אַקס סטראָוק | מ״מ | 200 | 300 | 260 | |||
| ז אַקס סטראָוק | מ״מ | 530 | 540 | 650 | ||||
| שפּינדל | גיכקייט | רפּם | 4000 | 3000 | 2500 | |||
| שפּינדל נאָז | A2-5/A2-6 | A2-8 | A2-8 | |||||
| שפּינדל לאָך דיאַמעטער | מ״מ | 56 | 72/82 | 75/86 | ||||
| לאַגער ינער דיאַמעטער | מ״מ | 85/90 | 130-190/110-170 | 130-190/110-170 | ||||
| געצייַג פּאָסטן | געצייַג פּאָסטן פאָרעם | גלייך מאָונטעד טיפּ | גלייך מאָונטעד טיפּ | 100-12 | ||||
| געצייַג אינסטאַלירן קוואַנטיטי | איינהייט | 8 | 8 | 12 | ||||
| די הייך פון די רעכטעקיקע געצייג שאַנק | מ״מ | 25 | 25 | 25 | ||||
| דיאַמעטער פון באָרינג באַר שאַנק | מ״מ | 32 | 32 | 32 | ||||
| טיילסטאָק | טיילסטאָק סטראָוק | מ״מ | 300 | 300 | 550 | |||
| דיאַמעטער פון טיילסטאָק אַרבל | מ״מ | 75 | 75 | 75 | ||||
| טאַפּ פון עק זיץ אַרבל קאָנוס לאָך | MT.5 | MT.5 | MT.5 | |||||
| טיילסטאָק אַרבל סטראָוק | מ״מ | 100 | 100 | 100 | ||||
| פיטער גיכקייט | שנעלע פיטער גיכקייט | מעטער/מינוט | X:25 / Z:25 | X:30 / Z:30 | X:15 / Z:20 | |||
| מאָטאָר | שפּינדל מאָטאָר (30 מינוט 60%/ קאָנטינויִערלעך) | קוו | 7.5/11 | 11 | 15 | |||
| טורעם מאָטאָר | קוו | - | - | - | ||||
| פידינג שאַפט מאָטאָר | קוו | X: 1.5 / Z: 1.5 | X: 1.5 / Z: 1.5 | X: 1.5 / Z: 1.5 | ||||
| הידראַולישע פּאָמפּע מאָטאָר | קוו | 1.5 | 1.5 | 1.5 | ||||
| שניידנדיק פליסיק מאָטאָר | קוו | 0.4 | 0.3 | 0.4 | ||||
| צושטעלן מאַכט | מאַכט צושטעלן מאַכט | kVA | 11 | 18 יאָר | 18 יאָר | |||
| טאַנק קאַפּאַציטעט | פֿאַר הידראַולישע עקוויפּמענט | ל | 50 | 60 | 60 | |||
| פֿאַר לובריקאַציע־אויל | ל | 2 | 2 | 2 | ||||
| פֿאַר שניידנדיק פליסיקייט | ל | 60 | 100 | 100 | ||||
| מאַשין געצייַג באַנד | הייך פון מאַשין | מ״מ | 1750 | 1800 | 1820 | |||
| די הייך פון דער ערד ביז דער צענטער ליניע פון דער שפּינדל | מ״מ | 980 | 1050 | 1050 | ||||
| שטאָק פּלאַץ | מ״מ x מ״מ | 2200 x 1450 | 2280 x1600 | 2400 x 1750 | ||||
| וואָג | ק"ג | 2500 | 3500 | 4500 | ||||
פּראָדוקט באַשרייַבונג

- 1. אינטעגרירטער קערפער מיט גאנצן מעטאל דעקלדי סי-ען-סי מאַשין פֿאַרמאָגט אַ שטאַרקן מאָנאָליטישן גוס-אייַזן קערפּער אינטעגרירט מיט אַ פֿול-געשלאָסענעם מעטאַל דעקל, וואָס גאַראַנטירט אויסערגעוויינטלעכע סטרוקטורעלע שטייפקייט און ווייבריישאַן דאַמפּינג. דער פּלאַן פֿאַרבעסערט מאַשינינג פעסטקייט און פּינקטלעכקייט בשעת עס גיט אַ פולשטענדיק שוץ קעגן קילמאַטעריאַל שפּריצן, מעטאַל שפּאָן און פונדרויסנדיקע קאַנטאַמאַנאַנץ. די נאָטלאָזע אָפּשליסונג פֿאַרבעסערט אויך די אָפּעראַטאָר זיכערקייט דורך מינאַמייזירן ויסשטעלן צו באַוועגלעכע קאָמפּאָנענטן.
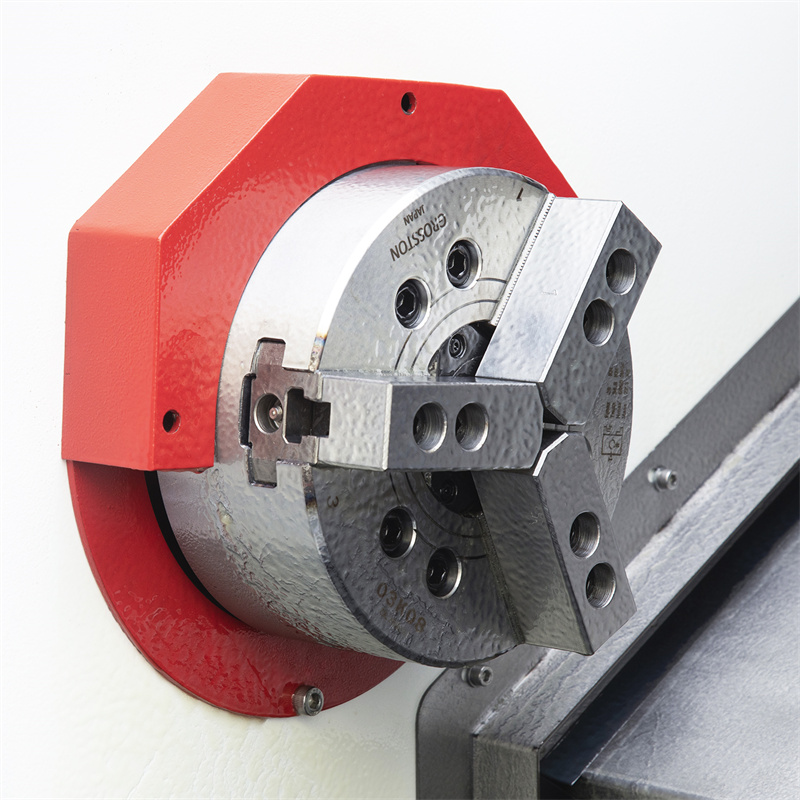
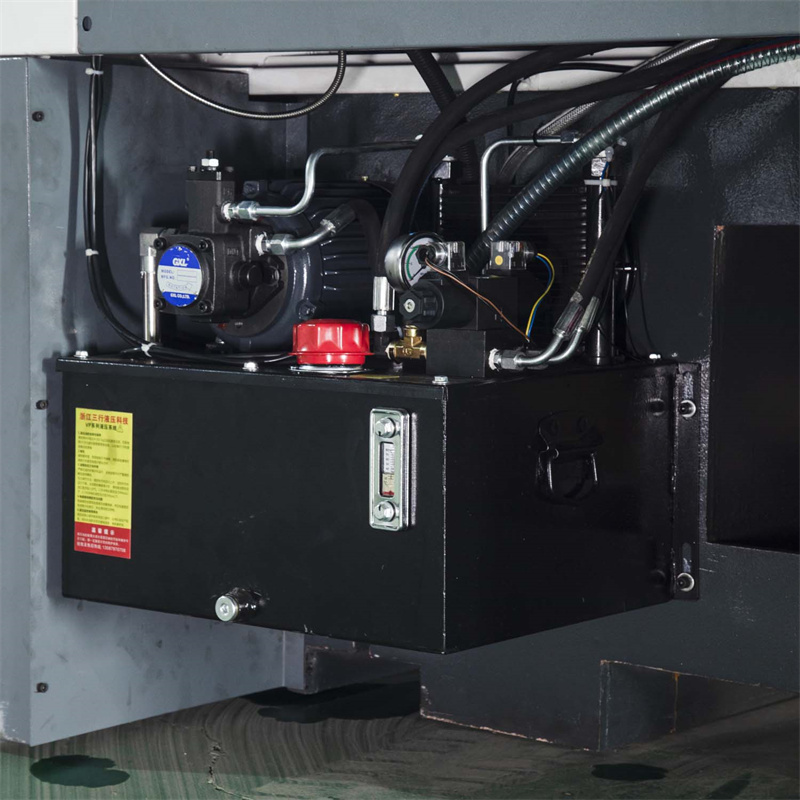
- 2. סערוואָ שפּינדל מיט הידראַוליק קלאַמפּינג סיסטעם און טיילסטאָקאויסגעשטאַט מיט אַ הויך-דריימאָמענט סערוואָ-געטריבענעם שפּינדל (טיפּיש 7.5–15 קוו), די מאַשין גיט וועריאַבאַל-גיכקייַט פאָרשטעלונג (למשל, 50–4,500 רפּם) פֿאַר ווערסאַטאַל מאַטעריאַל פּראַסעסינג. די הידראַוליק קלאַמפּינג סיסטעם ענשורז שנעל און זיכער ווערקפּיס פיקסיישאַן, רידוסינג סעטאַפּ צייט און ימפּרוווינג ריפּיטאַביליטי. א פּראָגראַמאַבאַל CNC טיילסטאָק (אַפּשאַנאַל הידראַוליק אָדער פּנעוומאַטיש אַקטואַטיאָן) גיט אַקסיאַל שטיצע פֿאַר לאַנג שאַפץ אָדער קאָמפּלעקס טיילן, ינייבלינג באַלאַנסט מאַשינינג פון דין קאַמפּאָונאַנץ מיט מיקראָן-לעוועל אַקיעראַסי.
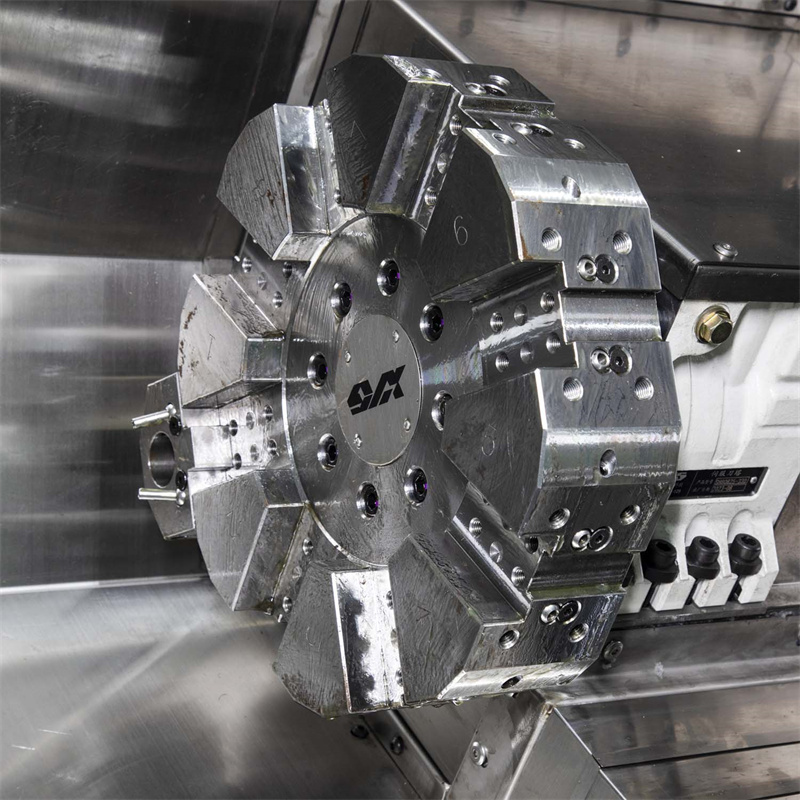
- 3. 8 אדער 12 סטאנציע געצייג טורעםא מאָטאָריזירטער אינדעקסירונג געצייַג טורעם (8 אדער 12 סטאַנציעס) ערמעגליכט אויטאָמאַטישע געצייַג ענדערונגען אין ≤0.3 סעקונדעס, אָפּטימיזירנדיק פּראָדוקטיוויטי פֿאַר מולטי-אָפּעראַציע וואָרקפלאָוז. יעדע סטאַנציע אַקאַמאַדירט נאָרמאַל ISO/BT-40 געצייַג האָלדערס, שטיצנדיק דרילז, ענד מילז, דרייינג מכשירים, און מנהג אַטאַטשמאַנץ. די טורעם'ס סערוואָ-געטריבן פּאַזישאַנינג סיסטעם דערגרייכט ±0.001° ווינקל אַקיעראַסי, וואָס ענשורז סימלאַס טראַנזישאַנז צווישן ראַפינג, פינישינג, און טרעדינג אַפּעריישאַנז.
- 4. אָפּציאָנעלער טשיפּ קאַנווייערא גאַרטל-טיפּ שפּאָן קאַנווייער מיט אַ שאַרניר (אויב איר ווילט) נעמט עפֿעקטיוו אַוועק שוואַרף און דעבריס פֿון דער מאַשינינג געגנט, און רעדוצירט דאַונטיים פֿאַר מאַנועלע רייניקונג. מיט אַ קאַפּאַציטעט פֿון 80–120 קג/מינוט, שטיצט עס קאָנטינויִערלעכע אָפּעראַציע אין גרויסע פּראָדוקציע סביבות. דער קאַנווייער'ס מאַדזשאַלער פּלאַן ערמעגליכט אינטעגראַציע מיט צענטראַליזירטע קילמאַטעריאַל פֿילטראַציע סיסטעמען, וואָס העלפֿט צו פֿאַרבעסערן די ריינקייט פֿון דער אַרבעטספּלאַץ און ריסייקלינג פֿון קילמאַטעריאַל.

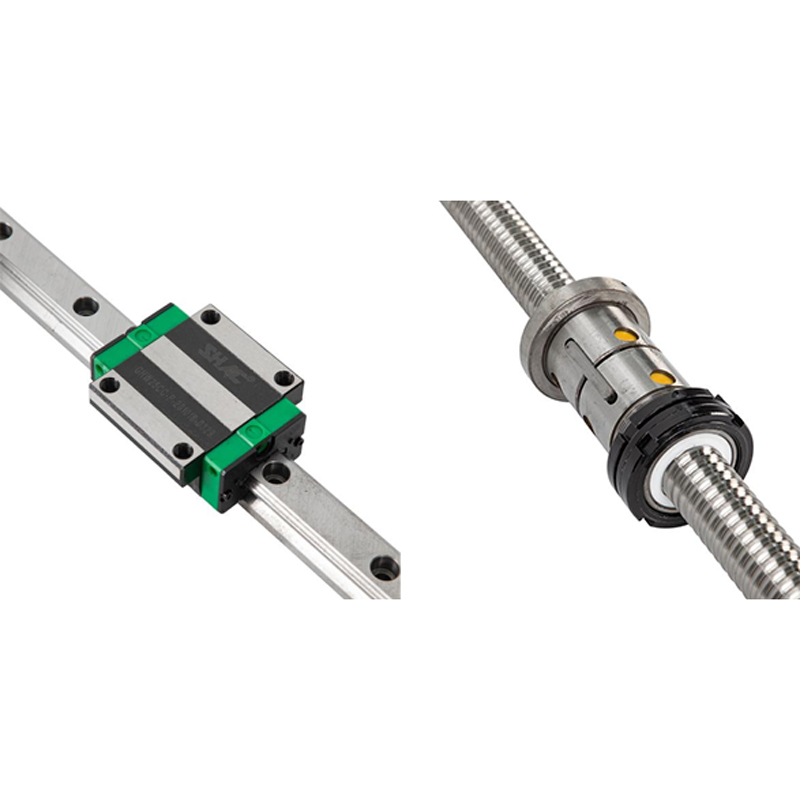
- 5. שלעף בעט מיט שרויף פירן און לינעאַר גייד רעלסדי 30°–45° שלעפֿנדיקע בעט קאָנפֿיגוראַציע אָפּטימיזירט שפּאָן עוואַקואַציע און גיט העכערע שטייפקייט קאַמפּערד צו פלאַך-בעט דיזיינז. צוזאַמען מיט גראַונד באָל סקרוז (C3/C5 אַקיעראַסי גראַד) און פאַר-לאָודיד לינעאַר גיידווייז (HIWIN אָדער עקוויוואַלענט), די מאַשין דערגרייכט שנעל טראַווערס ספּידז ביז 24 עם/מין און פּאַזישאַנינג ריפּיטאַביליטי פון ±0.003 מם. די קאָמבינאַציע מינאַמייזיז טערמישע דעפאָרמאַציע און ענשורז קאָנסיסטענט פאָרשטעלונג בעשאַס שווער-פליכט קאַטינג אָדער הויך-גיכקייַט פינישינג.
- 6. GSK980Tb3i בוס סיסטעםדי GSK980Tb3i CNC סיסטעם ניצט אַ הויך-גיכקייט פעלדבוס אַרכיטעקטור פֿאַר רעאַל-צייט קאָמוניקאַציע צווישן די קאָנטראָללער, דרייווז און פּעריפעראַלס. שליסל פֿעיִקייטן אַרייַננעמען:10.4" קאָליר LCD טאָוטשסקרין מיט אינטואיטיוו גראַפֿיש פּראָגראַמירן צובינדשטיצע פֿאַר ISO קאָד, פּאַראַמעטרישע ציקלען, און מנהג מאַקראָ-B פּראָגראַממינגאינטעגרירטע PLC פֿאַר I/O קאָנטראָל (ביז 256 פונקטן) און הילפס-מיטל סינקראָניזאַציעאַדאַפּטיוו פיטעררייט קאָנטראָל און באַקלאַש קאָמפּענסאַציע פֿאַר טעות-פֿרײַ קאָנטורינגUSB/RS-485 קאָנעקטיוויטי פֿאַר דאַטן אַריבערפירן און ווייַט דיאַגנאָסטיק
