









01




Tornus CNC Altae Praecisionis cum Turricula Instrumentorum et Contrapunto
specificatio
| Proiectum | Specificatio | GD46-400 | GD52-450 | GD52-600 | ||||
| Capacitas Machinandi | Diameter maximus conversionis lecti | mm | 450 | 520 | quingenti | |||
| Diameter maximus conversionis turris | mm | ducenti | 420 | 450 | ||||
| Maxima longitudo machinationis | mm | quadringenti | 450 | DC | ||||
| Diameter machinationis maximae virgae | mm | 46 | LXII | 74 | ||||
| Ictus | Ictus axis X | mm | ducenti | trecenti | 260 | |||
| Ictus axis Z | mm | 530 | 540 | DCCL | ||||
| Fusus | Celeritas | RPM | Quadringenta milia | tria milia | 2500 | |||
| Nasus fusiformis | A2-5/A2-6 | A2-8 | A2-8 | |||||
| Diameter foraminis fusi | mm | 56 | 72/82 | 75/86 | ||||
| Diameter interior ferendi | mm | 85/90 | 130-190/110-170 | 130-190/110-170 | ||||
| Instrumentorum Post | Forma stipitis instrumenti | Typus rectus affixus | Typus rectus affixus | 100-12 | ||||
| Quantitas instrumenti installata | unitas | VIII | VIII | Duodecim | ||||
| altitudo caulis instrumenti rectanguli | mm | XXV | XXV | XXV | ||||
| Diameter caulis virgae perforatoriae | mm | XXXII | XXXII | XXXII | ||||
| Cauda caudalis | Ictus caudalis | mm | trecenti | trecenti | 550 | |||
| Diameter manicae caudalis | mm | 75 | 75 | 75 | ||||
| Coniformitas foraminis conici manicae caudae | MT.5 | MT.5 | MT.5 | |||||
| Ictus manicae caudalis | mm | centum | centum | centum | ||||
| Velocitas alimentationis | Celeris velocitas alimentationis | m/min | X:25 / Z:25 | X:XXX / Z:XXX | X:15 / Z:20 | |||
| Motor | Motor fusi (30 min 60%/ continuum) | kW | 7.5/11 | undecim | XV | |||
| Motor turris | kW | - | - | - | ||||
| Motor axis alimentationis | kW | X: 1.5 / Z: 1.5 | X: 1.5 / Z: 1.5 | X: 1.5 / Z: 1.5 | ||||
| Motor antliae hydraulicae | kW | 1.5 | 1.5 | 1.5 | ||||
| Motor fluidi secandi | kW | 0.4 | 0.3 | 0.4 | ||||
| Potestas suppletiva | Potentia fontis | kVA | undecim | XVIII | XVIII | |||
| Capacitas cisternae | pro apparatu hydraulico | L. | quinquaginta | sexaginta | sexaginta | |||
| ad oleum lubricans | L. | Duo | Duo | Duo | ||||
| ad fluidum secandi | L. | sexaginta | centum | centum | ||||
| Volumen machinae instrumenti | Altitudo machinae | mm | MDCCCL | MDCCC | MDCCCXX | |||
| Altitudo a solo ad lineam mediam fusi | mm | 980 | 1050 | 1050 | ||||
| Spatium pavimenti | mm × mm | 2200 × 1450 | 2280 x 1600 | 2400 × 1750 | ||||
| Pondus | chiliogrammata | 2500 | 3500 | 4500 | ||||
descriptio producti

- 1. Corpus Integratum cum Tegmine Metallico IntegroMachina CNC robustum corpus e ferro fuso monolithicum, tegumento metallico integro incluso, habet, quod rigiditatem structuralem et vibrationum mitigationem exceptam praestat. Haec forma stabilitatem et praecisionem machinationis auget, simul tutelam completam contra aspersiones refrigerantis, fragmenta metallica, et sordes externas praebens. Claustra sine suturis etiam salutem operatoris auget, expositionem ad partes mobiles minuens.
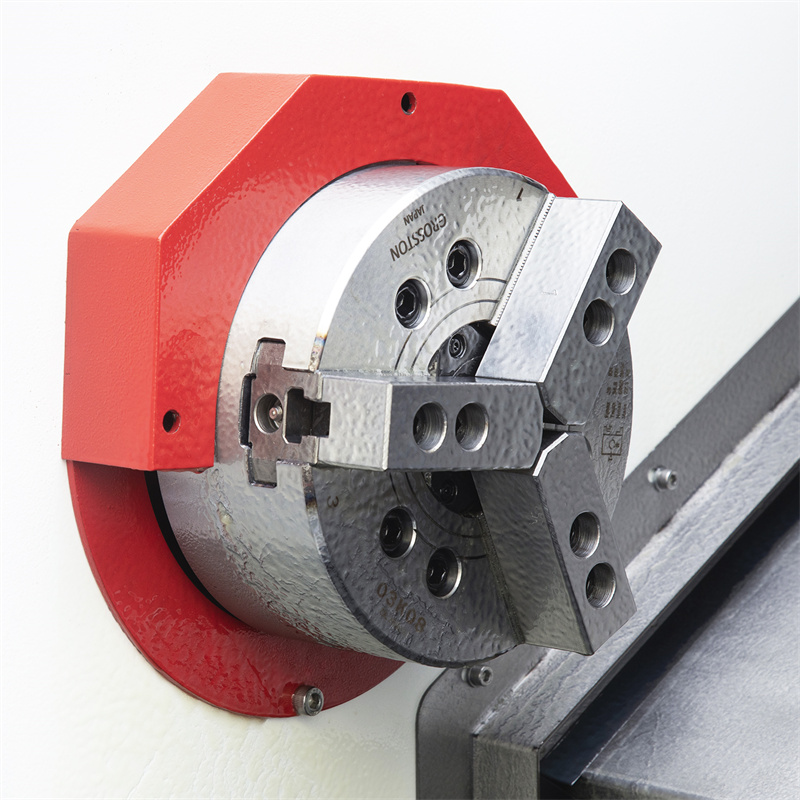
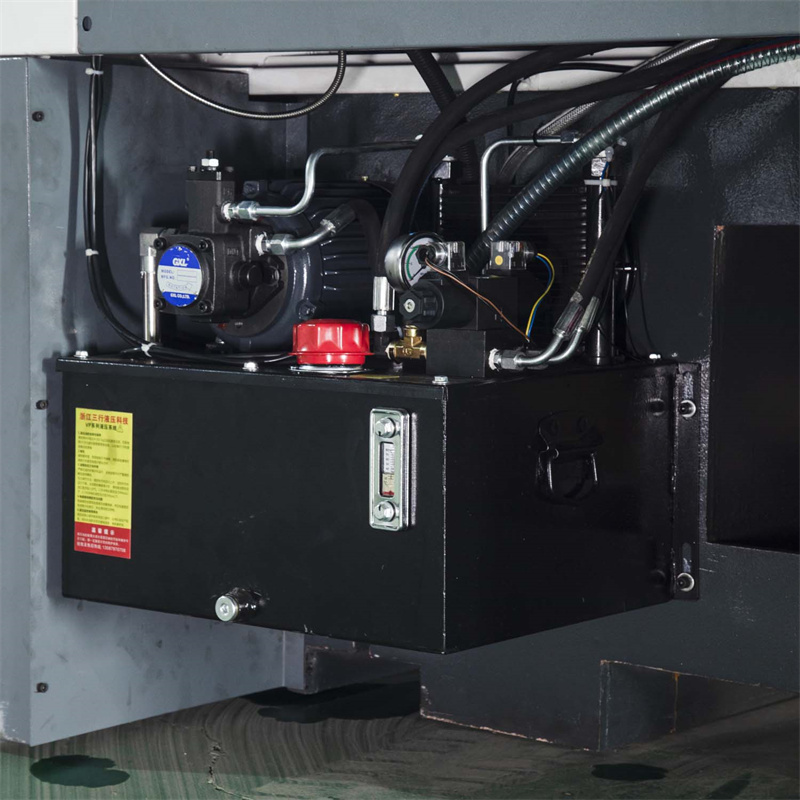
- 2. Servomanus cum Systemate Hydraulico Prehensionis et ContrapuntoMachina, fuso servomotore magno torquente instructa (plerumque 7.5–15 kW), celeritatem variabilem (e.g., 50–4500 RPM) ad variabilem materiae tractationem praebet. Systema hydraulicum prehensionis fixationem celerem et securam materiae fabricandae praestat, tempus apparationis minuens et repetibilitatem augens. Contrapuntum CNC programmabile (actuatione hydraulica vel pneumatica optionali) fulcimentum axiale pro longis axibus vel partibus complexis praebet, machinationem aequilibratam partium tenuium cum accuratione micronica efficiens.
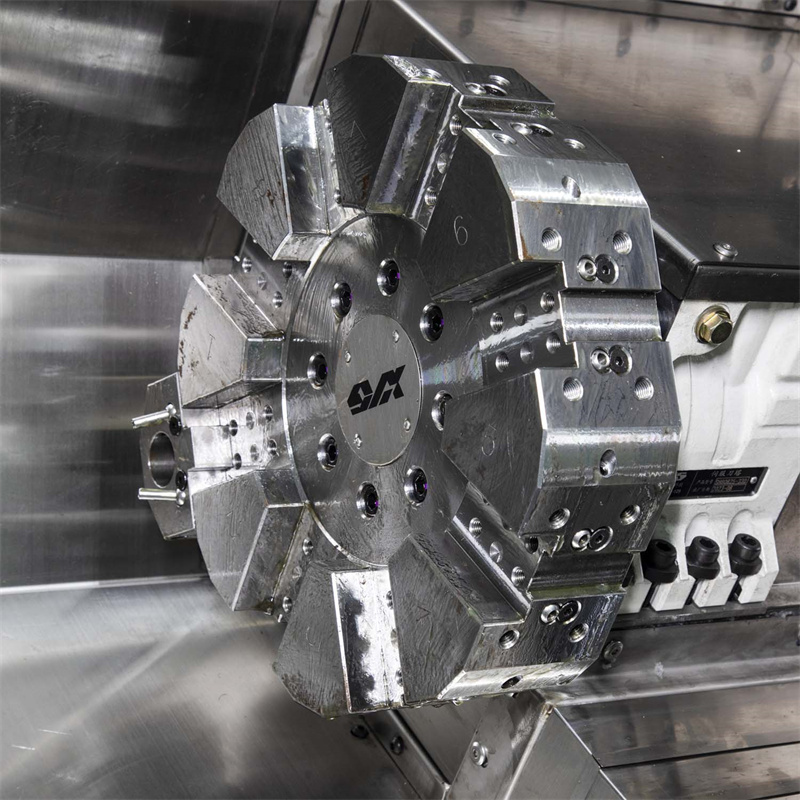
- 3. Turris instrumentorum octo vel duodecim stationumTurris instrumentorum motorizata (octo vel duodecim stationes) mutationes instrumentorum automaticas intra ≤0.3 secundas permittit, productivitatem pro multis operationibus optimizans. Quaeque statio portainstrumentorum normam ISO/BT-40 accommodat, terebras, fresas anulares, instrumenta tornatoria, et accessiones singulares sustinet. Systema positionis turris, servomotorizatum, praecisionem angularem ±0.001° assequitur, transitiones faciles inter operationes asperandi, poliendi, et filetandi praestans.
- 4. Convector Fragmentorum (vel fortasse: Convector Fragmentorum) FacultativusTaeniae cardinatae ferculum ferens (ad libitum) fragmenta et sordes ex area machinationis efficaciter removet, tempus inoperabile purgationis manualis imminuens. Cum capacitate 80–120 kg/min, operationem continuam in ambitu productionis magni voluminis sustinet. Designatio modularis ferculi integrationem cum systematibus centralizatis filtrationis refrigerantis permittit, munditiam in loco laboris et recirculationem refrigerantis promovens.

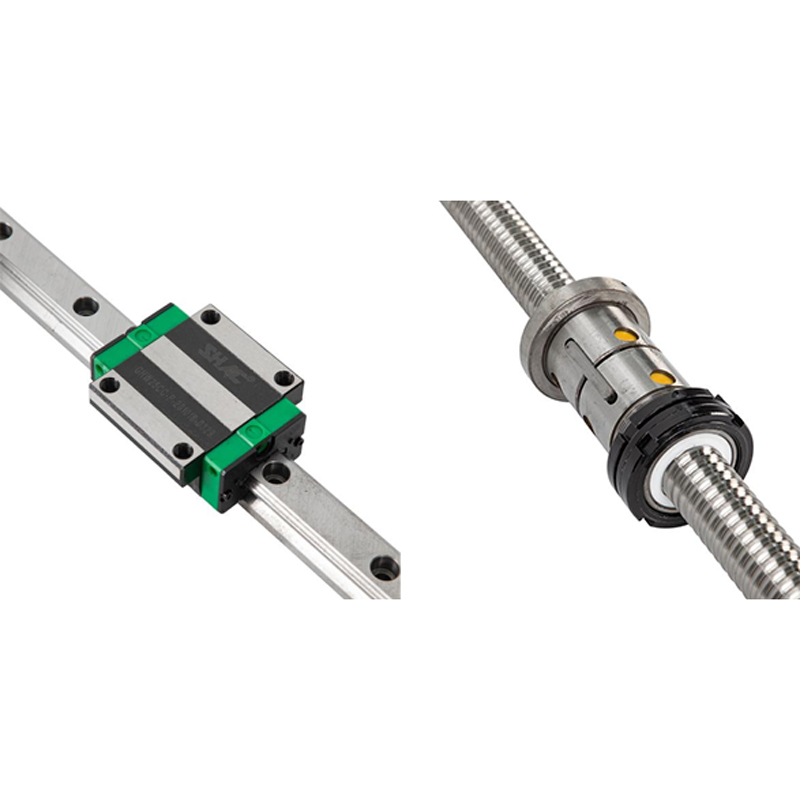
- 5. Lectus Inclinatus cum Cochlea Ductu et Linea Ductore LineariConfiguratio lecti inclinati 30°–45° evacuationem fragmentorum optimizat et rigiditatem superiorem praebet comparata cum exemplaribus lecti plani. Cochleis sphaericis rectificatis (gradus accuratiae C3/C5) et ducibus linearibus prae-onustatis (HIWIN vel aequivalentibus) coniuncta, machina celeritates translationis rapidae usque ad 24 m/min et repetibilitatem positionis ±0.003 mm attingit. Haec combinatio deformationem thermalem minuit et constantem efficaciam in sectionibus gravibus vel finitione celerrima praestat.
- 6. Systema Autobusorum GSK980Tb3iSystema CNC GSK980Tb3i architecturam celeritatis maximae in bus campi ad communicationem in tempore reali inter moderatorem, impulsores, et peripherica adhibet. Inter proprietates praecipuas sunt hae:LCD tactilis colorata 10.4" cum interfacie graphica programmandi intuitivaSustentatio codicis ISO, cyclorum parametricorum, et programmationis macro-B propriae.PLC integratum ad imperium I/O (usque ad 256 puncta) et synchronizationem instrumentorum auxiliariumAdaptiva moderatio celeritatis progressionis et compensatio motus reciproci ad delineationem sine erroreConexio USB/RS-485 ad translationem datorum et diagnostica remota
