









0102030405

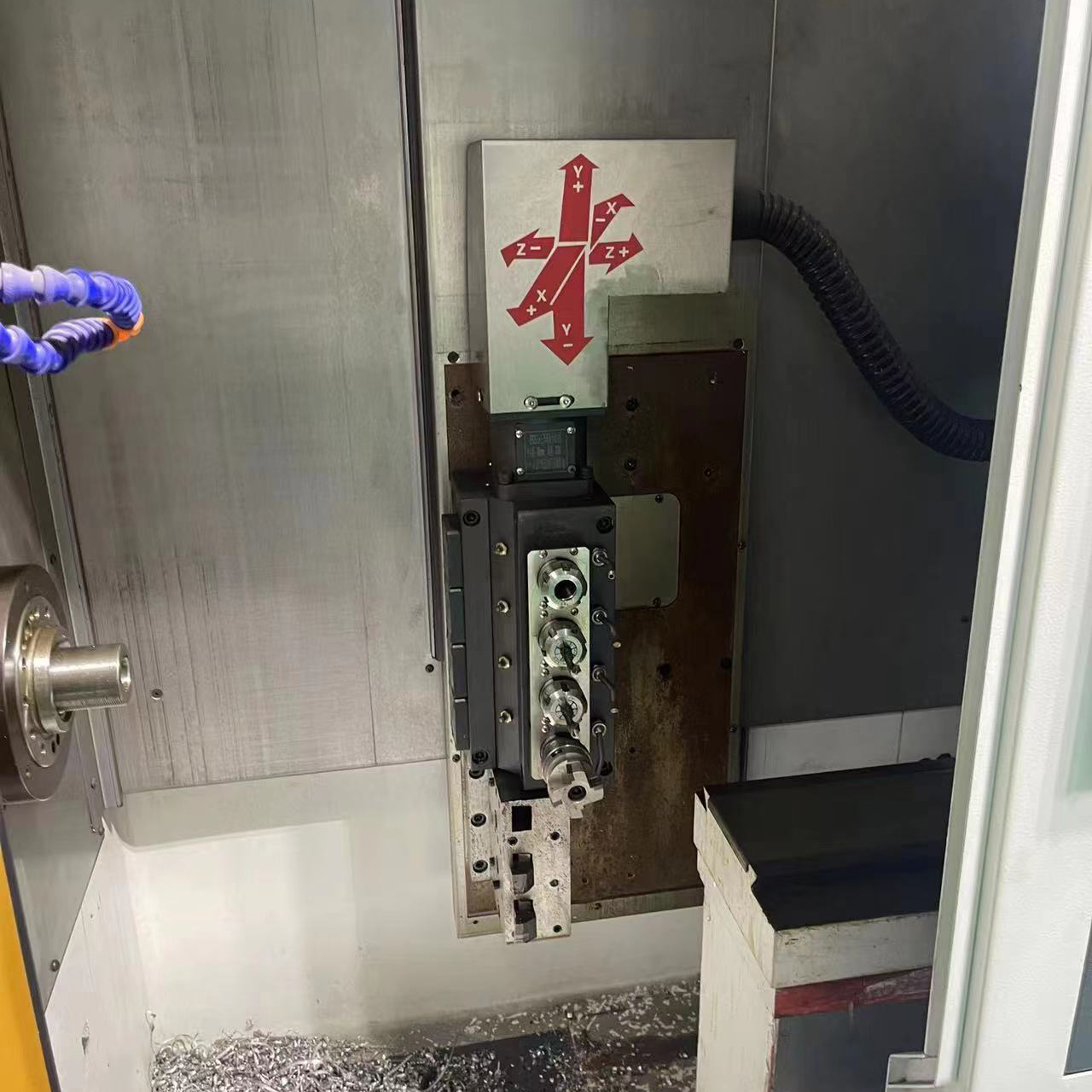
5-осьовий токарний верстат з числовим програмним керуванням, фрезерний верстат
Технологічний параметр
| Місткість | |||||||||
| Максимальний діаметр повороту над станиною | 360 мм | ||||||||
| Максимальний діаметр повороту над револьверною головкою | 180 мм | ||||||||
| Максимальний діаметр обробки | 360 мм | ||||||||
| Максимальна тривалість обробки | 400 мм | ||||||||
| Конусність переднього отвору шпинделя | 44° | ||||||||
| Висота від інструментального стійки до центру шпинделя | 400 мм | ||||||||
| Хід осі | |||||||||
| Хід по осі X | 680 мм | ||||||||
| Хід по осі Y | 320 мм | ||||||||
| Хід по осі Z | 220 мм | ||||||||
| Шпиндель | |||||||||
| Швидкість шпинделя | 1-6000 об/хв | ||||||||
| Похибка індексації шпинделя на 360° | 0,018° | ||||||||
| Веретеноподібний ніс | А2-5 | ||||||||
| Діаметр отвору | 46 мм | ||||||||
| Потужність шпинделя | 7,5 кВт | ||||||||
| Точність | |||||||||
| Точність обробки | |||||||||
| Повторювана точність позиціонування | |||||||||
| Підставка для ножа | |||||||||
| Форма інструментального посту | 6-станційна серво-балетна вежа шини | ||||||||
| Висота прямокутного хвостовика | 20 мм | ||||||||
| Діаметр ручки розточувального бруска | 20 мм | ||||||||
| Годування | |||||||||
| Швидка подача шпинделя X | 20 м/хв | ||||||||
| Швидка подача шпинделя Y | 18 м/хв | ||||||||
| Швидка подача Z-шпинделя | 24 м/хв | ||||||||
| Мотор | |||||||||
| Шпиндельний двигун | 7,5 кВт | ||||||||
| Гідравлічний насосний двигун | 0,75 кВт | ||||||||
| Двигун насоса ріжучої рідини | 0,12 кВт | ||||||||
| Електричне джерело живлення | 380 В | ||||||||
| Об'єм машини | |||||||||
| Площа підлоги (стандартна специфікація) X3 | 1750 x 1400 x 1850 мм x мм | ||||||||
| вага | 1800 кг | ||||||||
опис продукту

- 1. Система керування ЧПУ
Верстат використовує систему керування шиною Syntec, яка може виконувати високоскладні завдання обробки металу. Вона дозволяє точно контролювати процес різання. Ця система інтегрує передові обчислювальні технології з механічними операціями, забезпечуючи виняткову точність та ефективність. Блок керування ЧПУ оснащений зручним інтерфейсом, який дозволяє операторам вводити та керувати складними послідовностями програмування. Він має потужний програмний пакет, здатний виконувати складні 2D та 3D операції обробки. Завдяки моніторингу в режимі реального часу та можливостям адаптивного керування система забезпечує безперебійну роботу верстата, забезпечуючи високоякісне різання та виняткову стабільність виробництва.
- 2. Гідравлічне затискання за допомогою цанги та задньої бабки
Гідравлічне затискання – це найсучасніший механізм, який використовується для фіксації заготовок під час процесу обробки. Система використовує цангу – прецизійний затискач, який надійно фіксує заготовку. Цанговий затискач активується гідравлічно, забезпечуючи міцне та стабільне утримання без пошкодження заготовки. Крім того, задня бабка, яка є ковзною опорною конструкцією, також керується гідравлічно. Її можна регулювати для роботи з заготовками різної довжини та забезпечує додаткову підтримку для стабільності під час процесу різання, забезпечуючи точність та правильність. 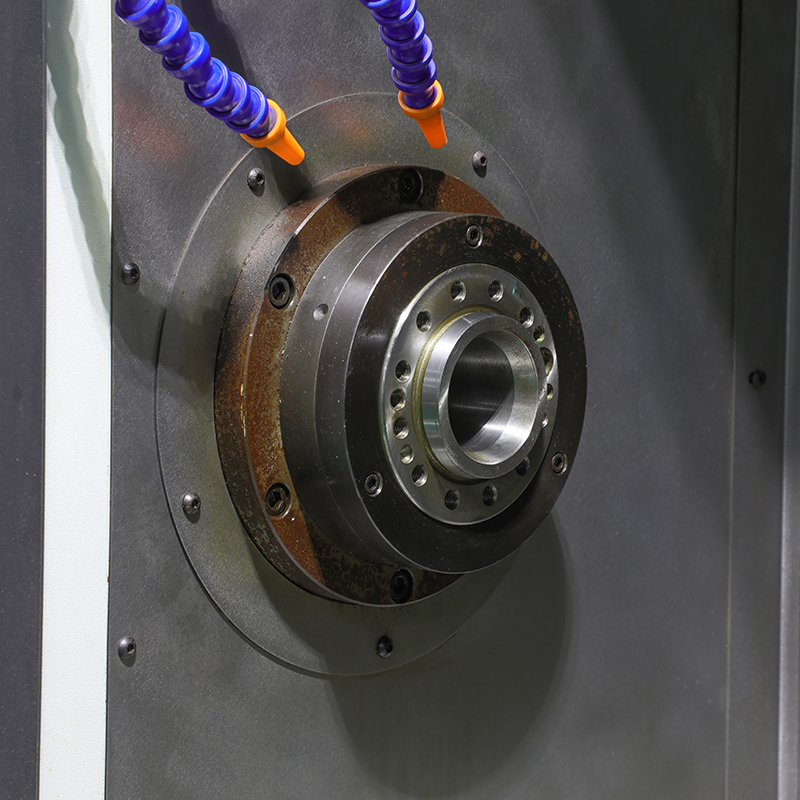
3,4+4-осьова силова головка Y та 6-станційна сервоінструментальна револьверна головка
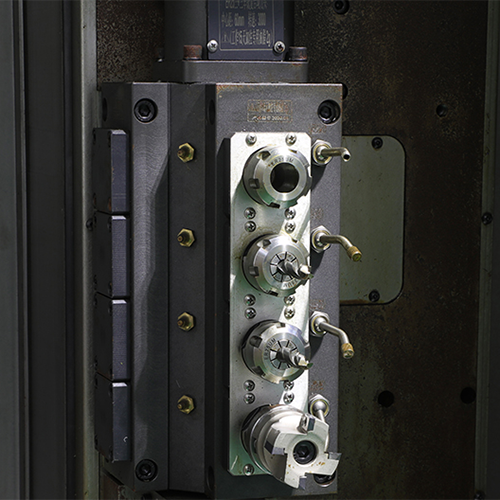

Силова головка з 4+4 осями Y – це унікальна особливість, яка підвищує універсальність та продуктивність верстата. Ця конструкція складається з двох незалежних суппортів по осі Y, кожен з яких оснащений вісьмома різальними станціями. Це дозволяє виконувати фрезерування як у радіальному, так і в осьовому напрямку, що ефективно збільшує можливості верстата виконувати складні операції. 6-позиційна сервоінструментальна револьверна головка є ключовим компонентом, що підвищує ефективність та гнучкість верстата. Ця револьверна головка оснащена шістьма інструментальними станціями, кожна з яких здатна утримувати різний інструмент для різних операцій різання.
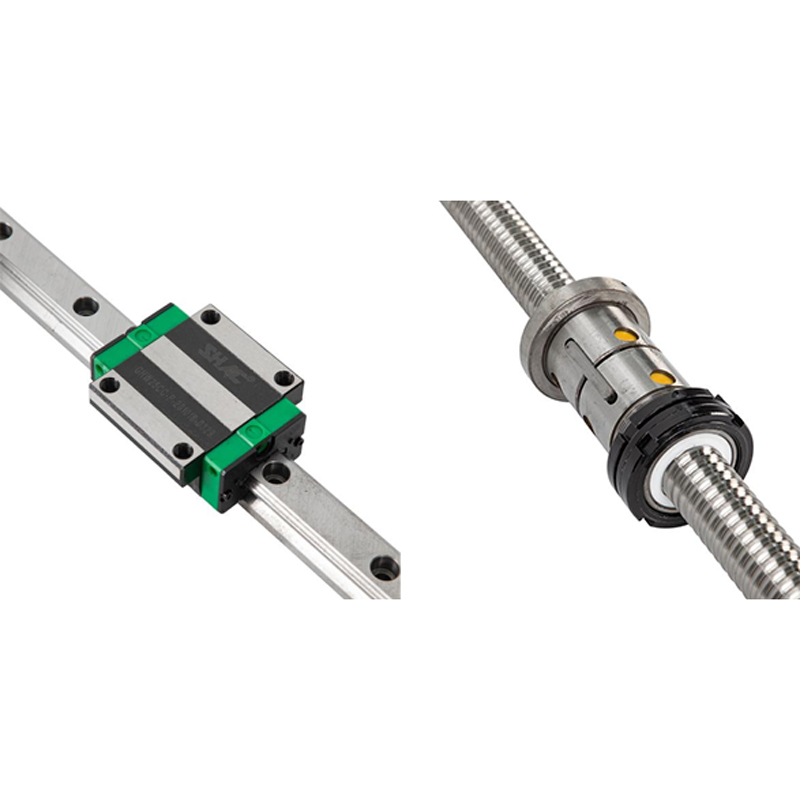
- 4. Гвинтова направляюча та лінійна направляюча рейкаЛінійна система напрямних рейок, яка працює разом із гвинтовим ходом, забезпечує стабільну та точну підтримку рухомих частин верстата. Ці напрямні виготовлені з високоякісних матеріалів та розроблені для мінімізації тертя та стійкості до зносу навіть за великих навантажень та високих швидкостей, що виникають під час обробки. Напрямні зазвичай оснащені рециркуляційними кульковими підшипниками, які забезпечують низьке тертя та високу жорсткість, що дозволяє верстату підтримувати жорсткі допуски та забезпечувати чудову якість обробки поверхні.
- 5. Електричний шпиндель
Електричний шпиндель є серцем різальних можливостей верстата, забезпечуючи потужність і точність, необхідні для виконання різноманітних операцій обробки. Це високошвидкісний двигун, встановлений безпосередньо на верстаті, який обертає різальний інструмент для видалення матеріалу з заготовки. Електричний шпиндель розроблений для високої продуктивності з акцентом на швидкість, потужність і точність. 