









01




Deil CNC Àrd-mhionaideachd le Tùr Innealan agus Earball-stoc
sònrachadh
| Pròiseact | Sònrachadh | GD46-400 | GD52-450 | GD52-600 | ||||
| Comas Innealachaidh | Trast-thomhas tionndaidh as motha na leapa | mm | 450 | 520 | 500 | |||
| Trast-thomhas tionndaidh as motha an tùir | mm | 200 | 420 | 450 | ||||
| Fad innealachaidh as motha | mm | 400 | 450 | 600 | ||||
| Trast-thomhas innealachaidh bàr as motha | mm | 46 | 62 | 74 | ||||
| Stròc | Stròc an ais-X | mm | 200 | 300 | 260 | |||
| stròc axis Z | mm | 530 | 540 | 650 | ||||
| Spindle | Luas | RPM | 4000 | 3000 | 2500 | |||
| Sròn an dealgain | A2-5/A2-6 | A2-8 | A2-8 | |||||
| Trast-thomhas toll an t-snàthainn | mm | 56 | 72/82 | 75/86 | ||||
| Trast-thomhas a-staigh a’ ghiùlain | mm | 85/90 | 130-190/110-170 | 130-190/110-170 | ||||
| Post Innealan | Foirm puist innealan | Seòrsa dìreach-shuidhichte | Seòrsa dìreach-shuidhichte | 100-12 | ||||
| Meud stàlaidh innealan | aonad | 8 | 8 | 12 | ||||
| àirde cas an inneil ceart-cheàrnach | mm | 25 | 25 | 25 | ||||
| Trast-thomhas shank bàr tolladh | mm | 32 | 32 | 32 | ||||
| Earball-stoc | Stròc earbaill | mm | 300 | 300 | 550 | |||
| Trast-thomhas muinchill earbaill | mm | 75 | 75 | 75 | ||||
| Teip toll còn muinchill suidheachain earbaill | MT.5 | MT.5 | MT.5 | |||||
| Stròc muinchille earbaill | mm | 100 | 100 | 100 | ||||
| Astar beathachaidh | Astar beathachaidh luath | m/mionaid | X:25 / Z:25 | X:30 / Z:30 | X:15 / Z:20 | |||
| Motair | Motair an t-snàthainn (30min 60%/ leantainneach) | kW | 7.5/11 | 11 | 15 | |||
| Motair turaid | kW | - | - | - | ||||
| Motair shailean beathachaidh | kW | X: 1.5 / Z: 1.5 | X: 1.5 / Z: 1.5 | X: 1.5 / Z: 1.5 | ||||
| Motair pumpa uisgeach | kW | 1.5 | 1.5 | 1.5 | ||||
| Motair lionn gearraidh | kW | 0.4 | 0.3 | 0.4 | ||||
| Cumhachd solarachaidh | Cumhachd solar cumhachd | kVA | 11 | 18 | 18 | |||
| Comas an tanca | airson uidheam uisgeachaidh | L | 50 | 60 | 60 | |||
| airson ola lubrication | L | 2 | 2 | 2 | ||||
| airson lionn gearraidh | L | 60 | 100 | 100 | ||||
| Meud inneal-inneil | Àirde an inneil | mm | 1750 | 1800 | 1820 | |||
| An àirde bhon talamh gu meadhan-loidhne an t-snàthainn | mm | 980 | 1050 | 1050 | ||||
| Àite làir | mm x mm | 2200 x 1450 | 2280 x 1600 | 2400 x 1750 | ||||
| Cuideam | cileagram | 2500 | 3500 | 4500 | ||||
tuairisgeul toraidh

- 1. Corp Amalaichte le Còmhdach Meatailt IomlanTha corp iarainn-tilgte monolithach làidir aig an inneal CNC le còmhdach meatailt làn-dhùnaidh, a’ dèanamh cinnteach à cruas structarail agus maothachadh crith air leth. Bidh an dealbhadh seo a’ neartachadh seasmhachd agus mionaideachd innealachaidh agus aig an aon àm a’ toirt seachad dìon coileanta an aghaidh frasadh fuarachaidh, sgoltagan meatailt, agus truailleadh bhon taobh a-muigh. Bidh an dùnadh gun fhàinne cuideachd a’ leasachadh sàbhailteachd an neach-obrachaidh le bhith a’ lughdachadh nochdadh do phàirtean gluasadach.
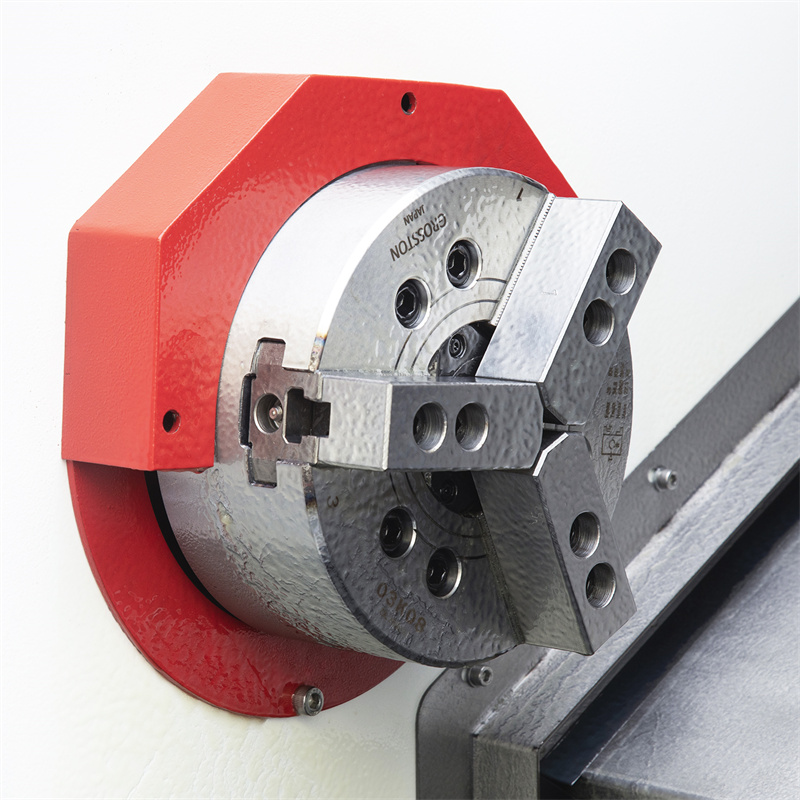
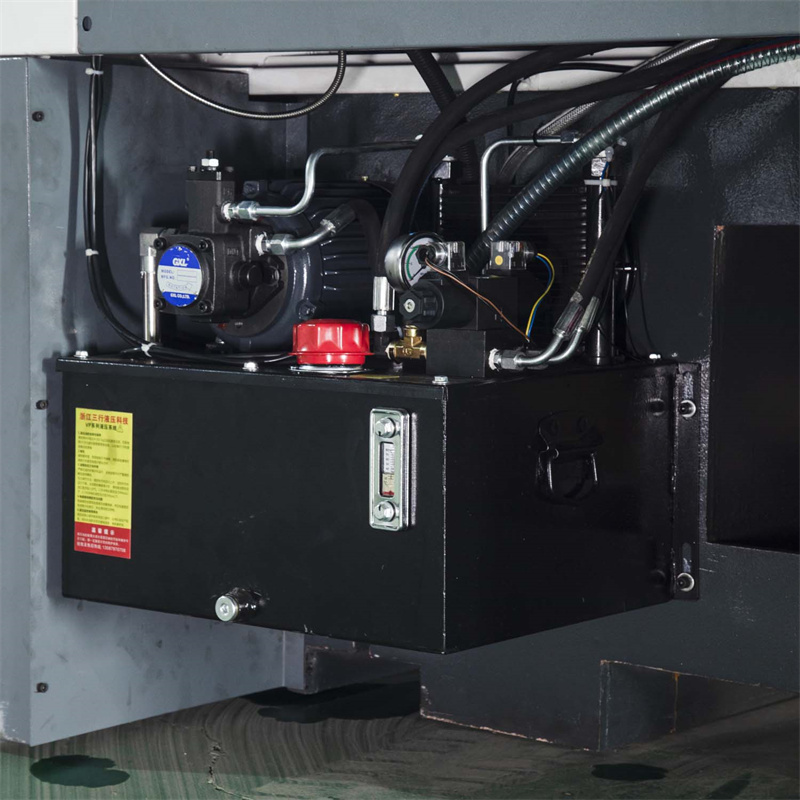
- 2. Spindle Servo le Siostam Clampaidh Uidheamach agus EarballstockUidheamaichte le dealgan servo-stiùirichte àrd-torque (mar as trice 7.5–15 kW), bheir an inneal coileanadh aig astar caochlaideach (me, 50–4,500 RPM) airson giullachd stuthan ioma-chruthach. Tha an siostam teannachaidh uisgeachaidh a’ dèanamh cinnteach à daingneachadh obrach-phìos luath is tèarainte, a’ lughdachadh ùine rèiteachaidh agus a’ leasachadh ath-aithris. Bidh stoc earbaill CNC prògramaichte (gnìomhachadh uisgeachaidh no niùmatach roghainneil) a’ toirt taic aiseach do shailean fada no pàirtean iom-fhillte, a’ comasachadh innealachadh cothromach de phàirtean caola le cruinneas ìre micron.
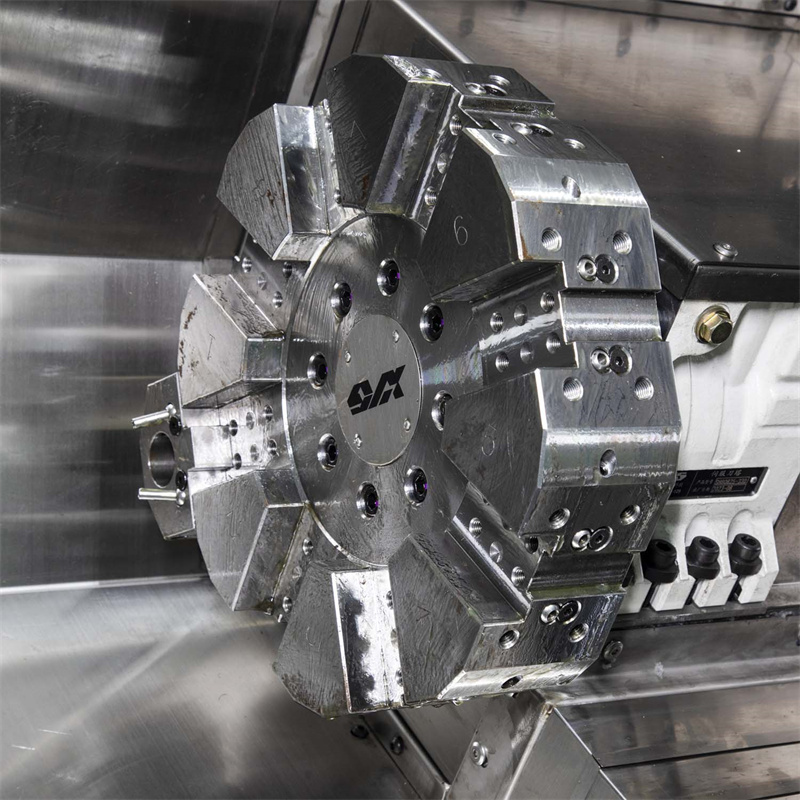
- 3. Tùr Innealan Stèisean 8 no 12Leigidh tùr inneal clàr-amais motair (8 no 12 stèisean) le atharrachaidhean innealan fèin-ghluasadach ann an ≤0.3 diogan, a’ leasachadh cinneasachd airson sruthan-obrach ioma-obrachaidh. Tha gach stèisean a’ gabhail ri luchd-gleidhidh innealan àbhaisteach ISO / BT-40, drilean taice, muilnean deiridh, innealan tionndaidh, agus ceanglaichean gnàthaichte. Bidh siostam suidheachaidh servo-stiùirichte an tùir a’ coileanadh cruinneas ceàrnach ± 0.001 °, a’ dèanamh cinnteach à gluasadan gun fhiosta eadar obrachaidhean garbh, crìochnachadh, agus snàthadh.
- 4. Giùlanair Sliseag RoghainneilBidh crios-giùlain sliseagan seòrsa crios-lùdagach (roghainneil) a’ toirt air falbh sgoltagan is sprùilleach gu h-èifeachdach bhon raon innealachaidh, a’ lughdachadh na h-ùine downt airson glanadh làimhe. Le comas de 80–120 kg/min, tha e a’ toirt taic do obrachadh leantainneach ann an àrainneachdan cinneasachaidh àrd-tomhas-lìonaidh. Leigidh dealbhadh modúlach a’ ghiùlain le bhith ga amalachadh le siostaman sìolaidh fuarachaidh meadhanaichte, a’ brosnachadh glanadh àite-obrach agus ath-chuairteachadh fuarachaidh.

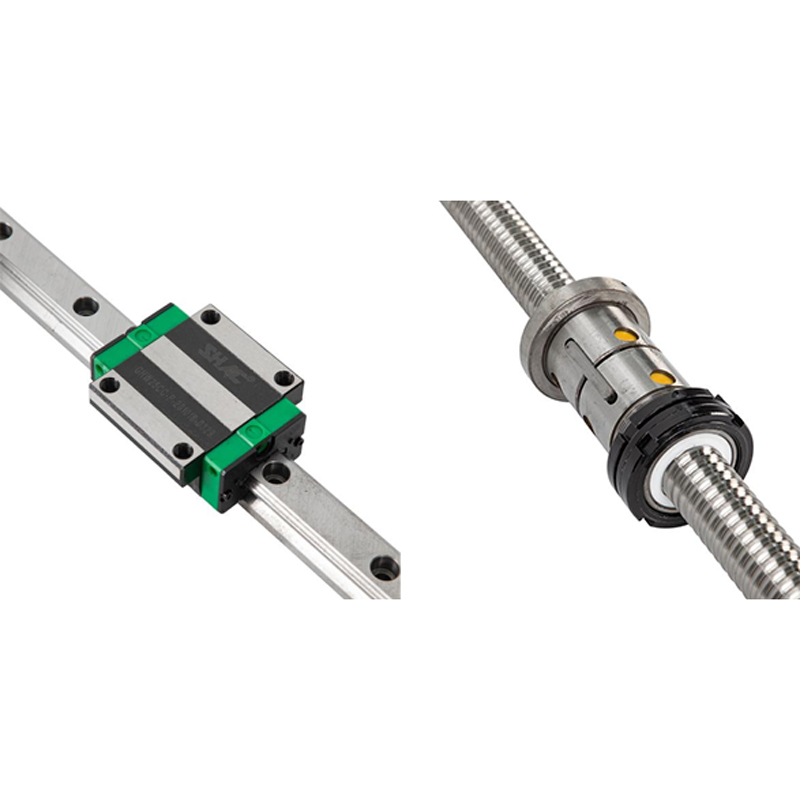
- 5. Leabaidh claon le luaidhe sgriubha agus rèile treòrachaidh loidhneachBidh rèiteachadh na leapa claon 30°–45° a’ leasachadh an ìre as fheàrr de thoirt air falbh sgoltagan agus a’ toirt seachad cruas nas fheàrr an taca ri dealbhaidhean leabaidh rèidh. Còmhla ri sgriothan ball talmhainn (ìre cruinneas C3/C5) agus treòraichean loidhneach ro-luchdaichte (HIWIN no co-ionann), bidh an inneal a’ coileanadh astaran gluasaid luath suas ri 24 m/min agus ath-aithris suidheachaidh de ±0.003 mm. Bidh an cothlamadh seo a’ lughdachadh deformachadh teirmeach agus a’ dèanamh cinnteach à coileanadh cunbhalach rè gearradh trom-dhleastanais no crìochnachadh aig astar àrd.
- 6. Siostam Bus GSK980Tb3iBidh siostam CNC GSK980Tb3i a’ cleachdadh ailtireachd bus-achaidh aig astar luath airson conaltradh fìor-ùine eadar an rianadair, na draibhearan, agus na h-innealan iomaill. Am measg nam prìomh fheartan tha:Sgrion-suathaidh LCD dathte 10.4" le eadar-aghaidh prògramaidh grafaigeach furasta a chleachdadhTaic airson còd ISO, cearcallan paraimeadrach, agus prògramadh macro-B gnàthaichtePLC amalaichte airson smachd I/O (suas ri 256 puingean) agus sioncronachadh innealan taiceSmachd ìre beathachaidh atharrachail agus dìoladh cùl-taic airson cumadh gun mhearachdCeangal USB/RS-485 airson gluasad dàta agus breithneachadh iomallach
