









01




Há nákvæmni CNC rennibekkur með verkfæraturni og halastokki
forskrift
| Verkefni | Upplýsingar | GD46-400 | GD52-450 | GD52-600 | ||||
| Vélargeta | Hámarks snúningsþvermál rúmsins | mm | 450 | 520 | 500 | |||
| Hámarks snúningsþvermál turnsins | mm | 200 | 420 | 450 | ||||
| Hámarks vinnslulengd | mm | 400 | 450 | 600 | ||||
| Hámarksþvermál stangarvinnslu | mm | 46 | 62 | 74 | ||||
| Heilablóðfall | X-áss högg | mm | 200 | 300 | 260 | |||
| Z-áss högg | mm | 530 | 540 | 650 | ||||
| Snælda | Hraði | RPM | 4000 | 3000 | 2500 | |||
| Snældanef | A2-5/A2-6 | A2-8 | A2-8 | |||||
| Þvermál snúningsholunnar | mm | 56 | 72/82 | 75/86 | ||||
| Innri þvermál legunnar | mm | 85/90 | 130-190/110-170 | 130-190/110-170 | ||||
| Verkfærapóstur | Verkfærapóstform | Bein fest gerð | Bein fest gerð | 100-12 | ||||
| Magn uppsetningar tóls | eining | 8 | 8 | 12 | ||||
| hæð rétthyrnds verkfæraskaftsins | mm | 25 ára | 25 ára | 25 ára | ||||
| Þvermál borstöngskafts | mm | 32 | 32 | 32 | ||||
| Halastokkur | Slaglengd afturstokks | mm | 300 | 300 | 550 | |||
| Þvermál skotthylkisins | mm | 75 | 75 | 75 | ||||
| Keila á keilulaga gati á aftursætishylki | MT.5 | MT.5 | MT.5 | |||||
| Slaglengd erma afturstokksins | mm | 100 | 100 | 100 | ||||
| Fóðrunarhraði | Hraður fóðrunarhraði | m/mín | X:25 / Z:25 | X:30 / Z:30 | X:15 / Z:20 | |||
| Mótor | Snældumótor (30 mín. 60%/ samfellt) | kW | 7,5/11 | 11 | 15 | |||
| Turnmótor | kW | - | - | - | ||||
| Mótor fóðrunaráss | kW | X: 1,5 / Z: 1,5 | X: 1,5 / Z: 1,5 | X: 1,5 / Z: 1,5 | ||||
| Vökvadælumótor | kW | 1,5 | 1,5 | 1,5 | ||||
| Skurðvökvamótor | kW | 0,4 | 0,3 | 0,4 | ||||
| Aflgjafa | Aflgjafi | kVA | 11 | 18 ára | 18 ára | |||
| Tankrúmmál | fyrir vökvabúnað | L | 50 | 60 | 60 | |||
| fyrir smurolíu | L | 2 | 2 | 2 | ||||
| fyrir skurðarvökva | L | 60 | 100 | 100 | ||||
| Rúmmál vélbúnaðar | Hæð vélarinnar | mm | 1750 | 1800 | 1820 | |||
| Hæð frá jörðu að miðlínu spindilsins | mm | 980 | 1050 | 1050 | ||||
| Gólfrými | mm x mm | 2200 x 1450 | 2280 x 1600 | 2400 x 1750 | ||||
| Þyngd | kg | 2500 | 3500 | 4500 | ||||
vörulýsing

- 1. Samþætt hús með heilli málmhlífCNC-vélin er með sterku, einlitu steypujárnshúsi með innbyggðu málmhlífarhlíf, sem tryggir einstakan stífleika og titringsdeyfingu. Þessi hönnun eykur stöðugleika og nákvæmni í vinnslu og veitir jafnframt alhliða vörn gegn kælivökvaslettum, málmflögum og utanaðkomandi mengunarefnum. Samfellda hlífin bætir einnig öryggi notanda með því að lágmarka útsetningu fyrir hreyfanlegum íhlutum.
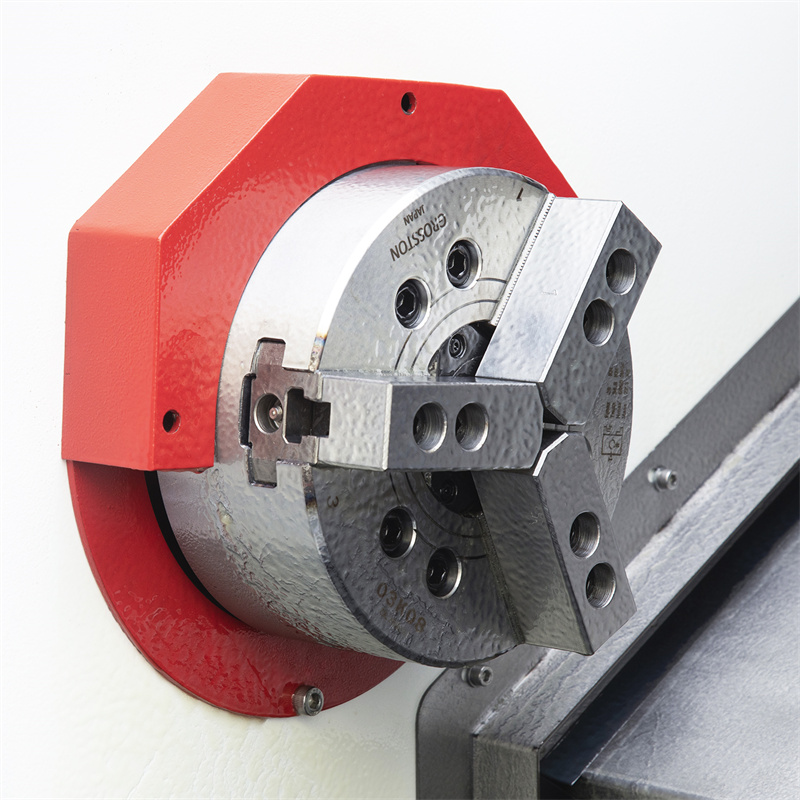
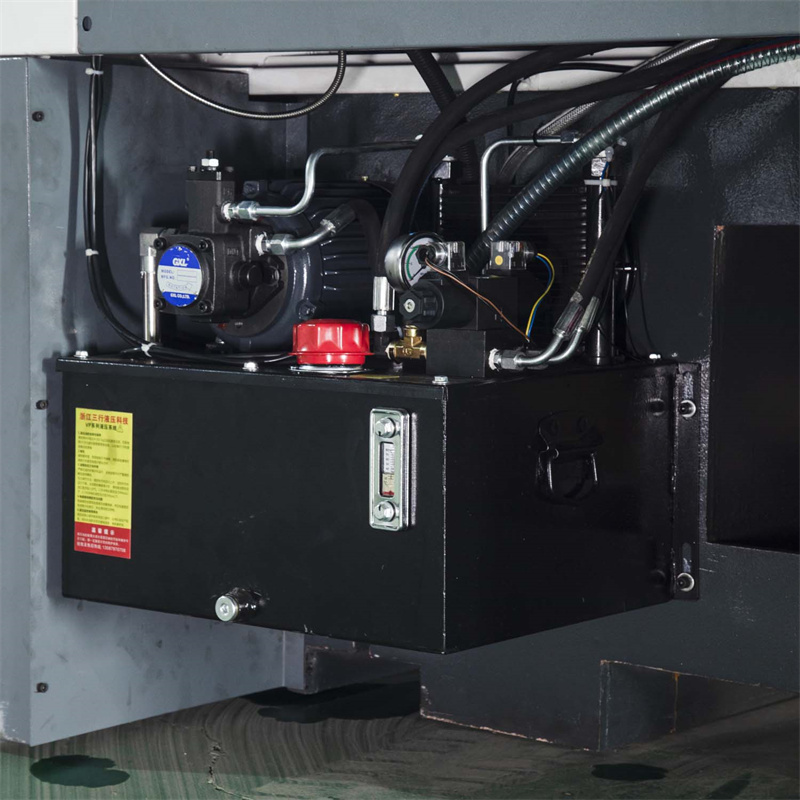
- 2. Servó-snælda með vökvaklemmukerfi og halastokkiVélin er búin servó-drifinni spindle með miklu togi (venjulega 7,5–15 kW) og býður upp á breytilegan hraða (t.d. 50–4.500 snúninga á mínútu) fyrir fjölhæfa efnisvinnslu. Vökvakerfi með klemmu tryggir hraða og örugga festingu vinnustykkisins, sem dregur úr uppsetningartíma og bætir endurtekningarnákvæmni. Forritanlegur CNC-bakstokkur (valfrjáls vökva- eða loftstýring) veitir ásstuðning fyrir langa ása eða flókna hluti, sem gerir kleift að vinna mjóa hluti jafnvæga með nákvæmni á míkrómetrastigi.
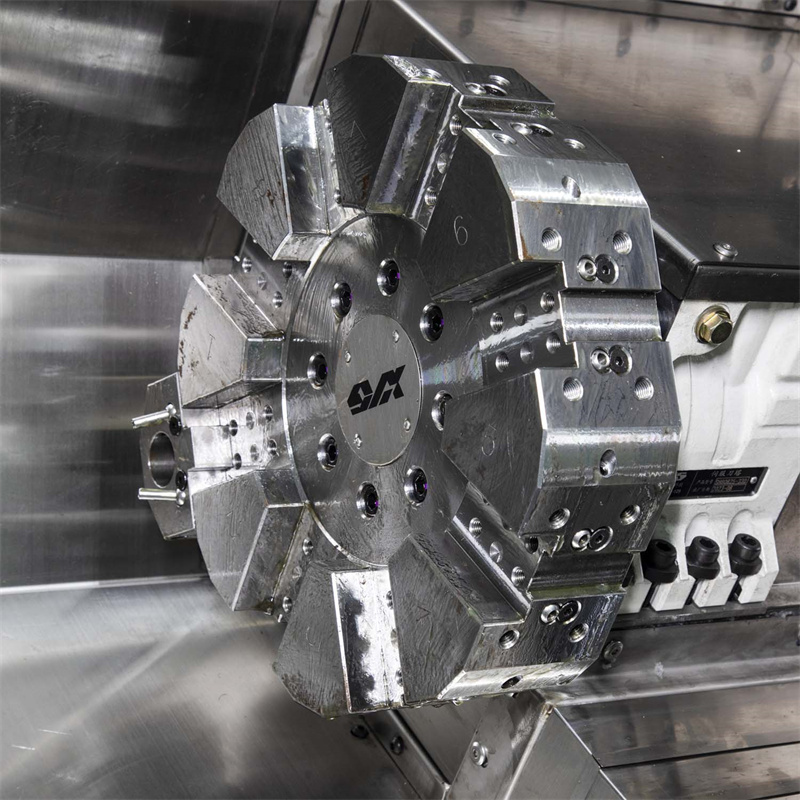
- 3. Verkfæraturn með 8 eða 12 stöðvumVélknúinn verkfæraturn (8 eða 12 stöðvar) gerir kleift að skipta sjálfkrafa um verkfæri á ≤0,3 sekúndum, sem hámarkar framleiðni fyrir vinnuflæði með mörgum aðgerðum. Hver stöð rúmar staðlaða ISO/BT-40 verkfærahaldara, stuðningsborvélar, fræsara, beygjuverkfæri og sérsniðin aukahluti. Servó-knúna staðsetningarkerfi turnsins nær ±0,001° hornnákvæmni, sem tryggir óaðfinnanlegar breytingar á milli gróffræsingar, frágangsfræsingar og skrúffræsingar.
- 4. Valfrjáls flísflutningsaðiliFlísarflutningsband með hjörum (valfrjálst) fjarlægir spón og rusl á skilvirkan hátt af vinnslusvæðinu og dregur úr niðurtíma vegna handvirkrar þrifa. Með afkastagetu upp á 80–120 kg/mín. styður það samfellda notkun í framleiðsluumhverfi með miklu magni. Mátahönnun flutningsbandsins gerir kleift að samþætta það við miðlæg síunarkerfi fyrir kælivökva, sem stuðlar að hreinlæti á vinnustað og endurvinnslu kælivökva.

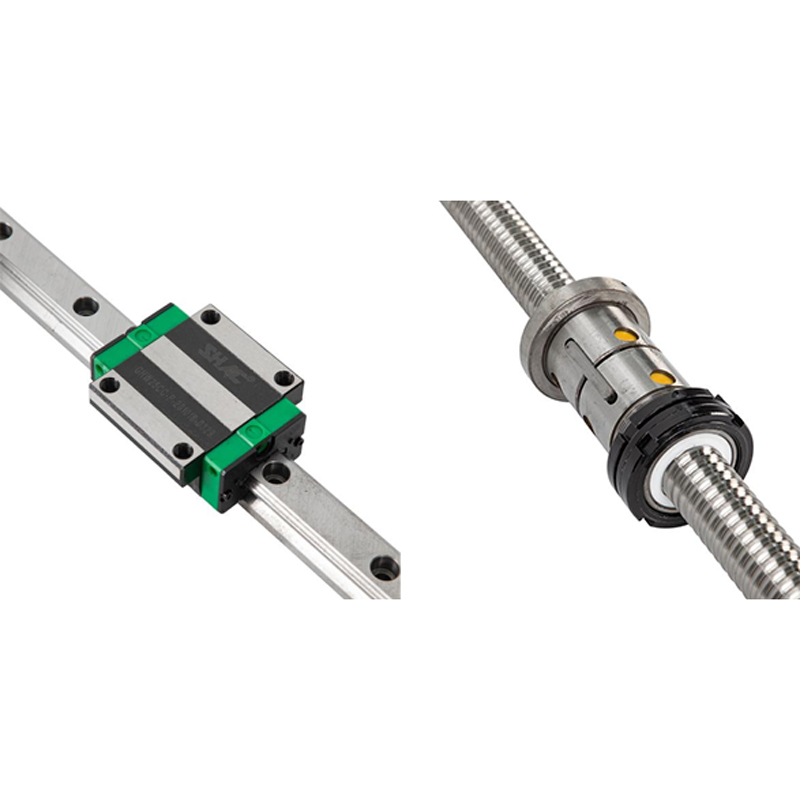
- 5. Hallandi rúm með skrúfuleið og línulegri leiðarvísi30°–45° hallandi beðstillingin hámarkar flísafrásog og veitir betri stífleika samanborið við flatbeðshönnun. Í samvinnu við slípuð kúluskrúfur (C3/C5 nákvæmnisflokk) og forhlaðnar línulegar stýringar (HIWIN eða sambærilegar) nær vélin hraðferð allt að 24 m/mín og endurtekningarnákvæmni staðsetningar upp á ±0,003 mm. Þessi samsetning lágmarkar varmaaflögun og tryggir stöðuga afköst við þungavinnu eða háhraðafrágang.
- 6. GSK980Tb3i rútukerfiGSK980Tb3i CNC kerfið notar háhraða fieldbus arkitektúr fyrir rauntíma samskipti milli stýringar, drifbúnaðar og jaðartækja. Helstu eiginleikar eru meðal annars:10,4" lita LCD snertiskjár með innsæi í grafísku forritunarviðmótiStuðningur við ISO kóða, breytuhringrásir og sérsniðna macro-B forritunInnbyggður PLC fyrir I/O stjórnun (allt að 256 punkta) og samstillingu aukabúnaðarAðlögunarhæf fóðrunarhraðastýring og bakslagsbætur fyrir villulausa útlínugerðUSB/RS-485 tenging fyrir gagnaflutning og fjargreiningu
