









01




Բարձր ճշգրտության CNC խառատահաստոց գործիքային աշտարակով և պոչային կոթով
սպեցիֆիկացիա
| Նախագիծ | Տեխնիկական բնութագրեր | GD46-400 | GD52-450 | GD52-600 | ||||
| Մեքենաշինական հզորություն | Մահճակալի առավելագույն պտտման տրամագիծը | մմ | 450 | 520 | 500 | |||
| Աշտարակի առավելագույն պտտվող տրամագիծը | մմ | 200 | 420 | 450 | ||||
| Առավելագույն մեխանիկական երկարություն | մմ | 400 | 450 | 600 | ||||
| Առավելագույն ձողի մշակման տրամագիծը | մմ | 46 | 62 | 74 | ||||
| Կաթված | X առանցքի հարված | մմ | 200 | 300 | 260 | |||
| Z առանցքի հարված | մմ | 530 | 540 | 650 | ||||
| Սփինդլ | Արագություն | RPM | 4000 | 3000 | 2500 | |||
| Սփինդլ քիթ | Ա2-5/Ա2-6 | Ա2-8 | Ա2-8 | |||||
| Առանցքի անցքի տրամագիծը | մմ | 56 | 72/82 | 75/86 | ||||
| Կրող ներքին տրամագիծը | մմ | 85/90 | 130-190/110-170 | 130-190/110-170 | ||||
| Գործիքային սյուն | Գործիքի հրապարակման ձև | Ուղիղ տեղադրված տեսակ | Ուղիղ տեղադրված տեսակ | 100-12 | ||||
| Գործիքի տեղադրման քանակը | միավոր | 8 | 8 | 12 | ||||
| ուղղանկյուն գործիքի ցողունի բարձրությունը | մմ | 25 | 25 | 25 | ||||
| Հորատման ձողի ցողունի տրամագիծը | մմ | 32 | 32 | 32 | ||||
| Պոչային կոճ | Պոչային կոթի հարված | մմ | 300 | 300 | 550 | |||
| Պոչային թևի տրամագիծը | մմ | 75 | 75 | 75 | ||||
| Պոչի նստատեղի թևքի կոնաձև անցքի կոնաձևությունը | MT.5 | MT.5 | MT.5 | |||||
| Պոչային կոթի թևի հատված | մմ | 100 | 100 | 100 | ||||
| Սնուցման արագությունը | Արագ կերակրման արագություն | մ/րոպե | X:25 / Z:25 | X:30 / Z:30 | X:15 / Z:20 | |||
| Շարժիչ | Առանցքային շարժիչ (30 րոպե 60%/ անընդհատ) | կՎտ | 7.5/11 | 11 | 15 | |||
| Աշտարակային շարժիչ | կՎտ | - | - | - | ||||
| Սնուցող լիսեռի շարժիչ | կՎտ | X: 1.5 / Z: 1.5 | X: 1.5 / Z: 1.5 | X: 1.5 / Z: 1.5 | ||||
| Հիդրավլիկ պոմպի շարժիչ | կՎտ | 1.5 | 1.5 | 1.5 | ||||
| Կտրող հեղուկի շարժիչ | կՎտ | 0.4 | 0.3 | 0.4 | ||||
| Մատակարարման հզորություն | Սնուցման աղբյուրի հզորություն | կՎԱ | 11 | 18 | 18 | |||
| Տանկի տարողունակությունը | հիդրավլիկ սարքավորումների համար | Լ | 50 | 60 | 60 | |||
| քսանյութի համար | Լ | 2 | 2 | 2 | ||||
| կտրող հեղուկի համար | Լ | 60 | 100 | 100 | ||||
| Մեքենայի ծավալը | Մեքենայի բարձրությունը | մմ | 1750թ. | 1800թ. | 1820թ. | |||
| Բարձրությունը գետնից մինչև լիսեռի կենտրոնական գիծը | մմ | 980 | 1050 | 1050 | ||||
| Հատակի մակերես | մմ x մմ | 2200 x 1450 | 2280 x1600 | 2400 x 1750 | ||||
| Քաշը | կգ | 2500 | 3500 | 4500 | ||||
ապրանքի նկարագրությունը

- 1. Ինտեգրված մարմին՝ ամբողջական մետաղական ծածկովCNC մեքենան ունի ամուր, մոնոլիտ թուջե կորպուս, որը ինտեգրված է լիարժեք մետաղական ծածկույթի հետ, ապահովելով բացառիկ կառուցվածքային ամրություն և թրթռումների մարում: Այս դիզայնը բարելավում է մշակման կայունությունն ու ճշգրտությունը՝ միաժամանակ ապահովելով համապարփակ պաշտպանություն սառեցնող հեղուկի ցայտերից, մետաղական կտորներից և արտաքին աղտոտիչներից: Անխափան կորպուսը նաև բարելավում է օպերատորի անվտանգությունը՝ նվազագույնի հասցնելով շարժվող բաղադրիչների ազդեցությունը:
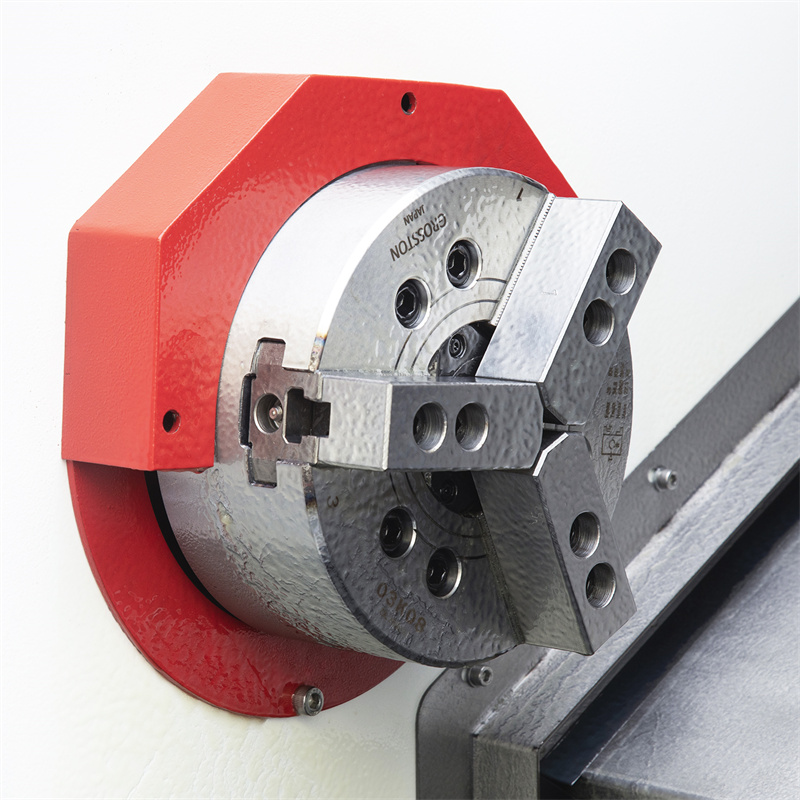
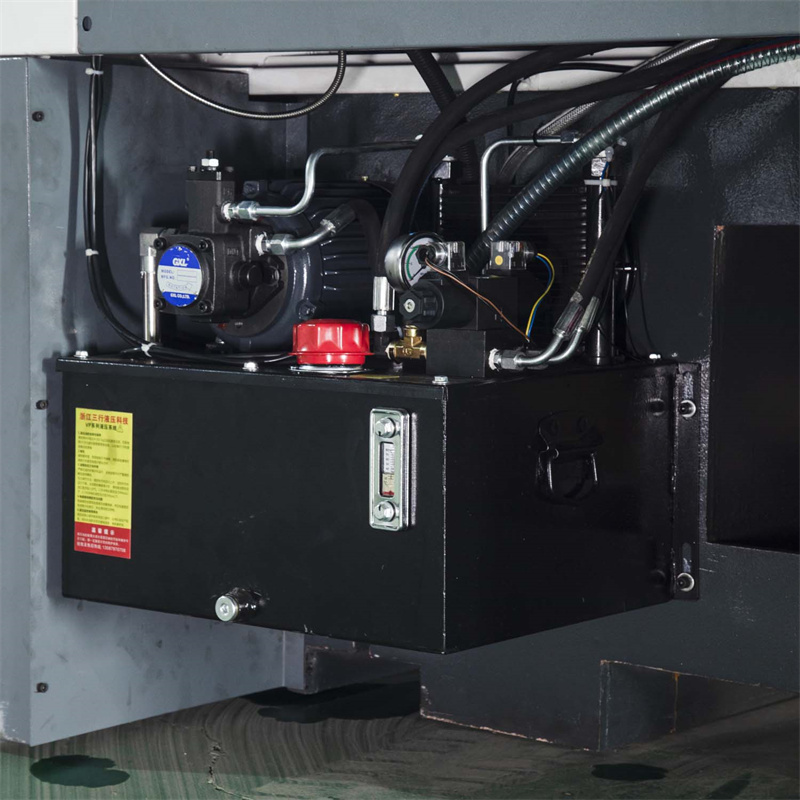
- 2. Սերվո լիսեռ՝ հիդրավլիկ ամրացման համակարգով և պոչային լիսեռովԲարձր պտտող մոմենտ ունեցող սերվո-շարժիչով իլիկով (սովորաբար 7.5–15 կՎտ) հագեցած մեքենան ապահովում է փոփոխական արագության աշխատանք (օրինակ՝ 50–4,500 պտույտ/րոպե)՝ բազմակողմանի նյութերի մշակման համար: Հիդրավլիկ ամրացման համակարգը ապահովում է աշխատանքային մասի արագ և անվտանգ ամրացում, կրճատելով տեղադրման ժամանակը և բարելավելով կրկնելիությունը: Ծրագրավորվող CNC պոչային մասը (ըստ ցանկության՝ հիդրավլիկ կամ պնևմատիկ ակտիվացում) ապահովում է երկար լիսեռների կամ բարդ մասերի առանցքային հենարան, հնարավորություն տալով հավասարակշռված մշակել բարակ բաղադրիչները միկրոնային մակարդակի ճշգրտությամբ:
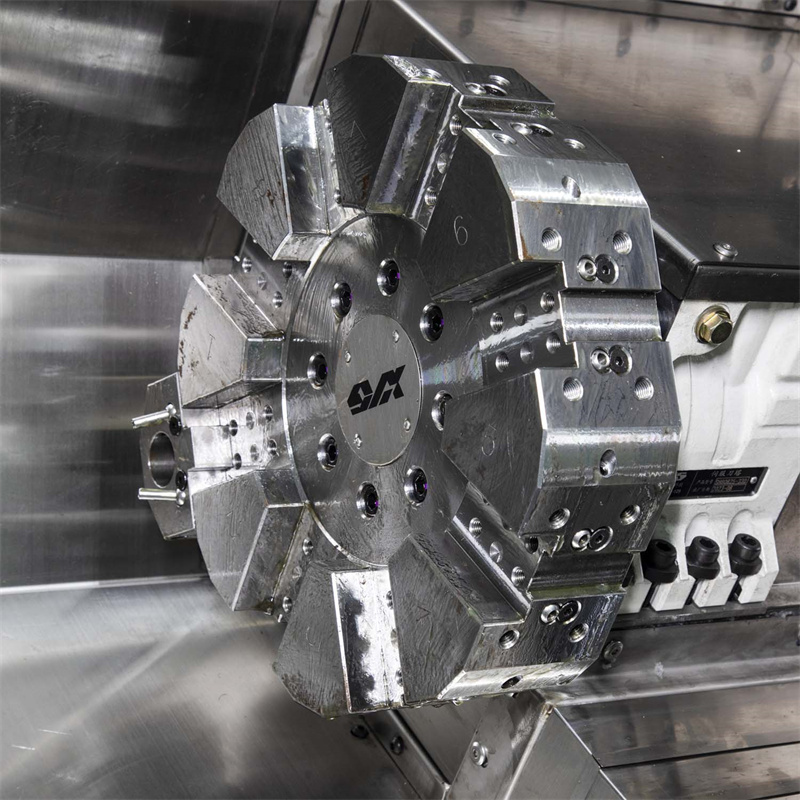
- 3. 8 կամ 12 կայանի գործիքային աշտարակՄեխանիկական ինդեքսավորման գործիքային աշտարակը (8 կամ 12 կայան) թույլ է տալիս ավտոմատ կերպով փոխել գործիքը ≤0.3 վայրկյանում, օպտիմալացնելով բազմագործողությունների աշխատանքային հոսքերի արտադրողականությունը: Յուրաքանչյուր կայան տեղավորում է ստանդարտ ISO/BT-40 գործիքակալներ, հենարանային հորատիչներ, ծայրային ֆրեզերներ, խառատային գործիքներ և հատուկ կցորդներ: Աշտարակի սերվոկառավարվող դիրքորոշման համակարգը հասնում է ±0.001° անկյունային ճշգրտության, ապահովելով անխափան անցումներ կոպիտ մշակման, վերջնական մշակման և թելավորման գործողությունների միջև:
- 4. Չիպի փոխադրիչ (ըստ ցանկության)Ծխնված ժապավենային տիպի չիպային փոխադրիչը (ըստ ցանկության) արդյունավետորեն հեռացնում է թեփը և մնացորդները մշակման տարածքից՝ կրճատելով ձեռքով մաքրման պարապուրդը: 80–120 կգ/րոպե հզորությամբ այն ապահովում է անընդհատ աշխատանք մեծ ծավալի արտադրական միջավայրերում: Փոխակրիչի մոդուլային դիզայնը թույլ է տալիս ինտեգրվել կենտրոնացված սառեցնող հեղուկի ֆիլտրման համակարգերի հետ՝ նպաստելով աշխատավայրի մաքրությանը և սառեցնող հեղուկի վերամշակմանը:

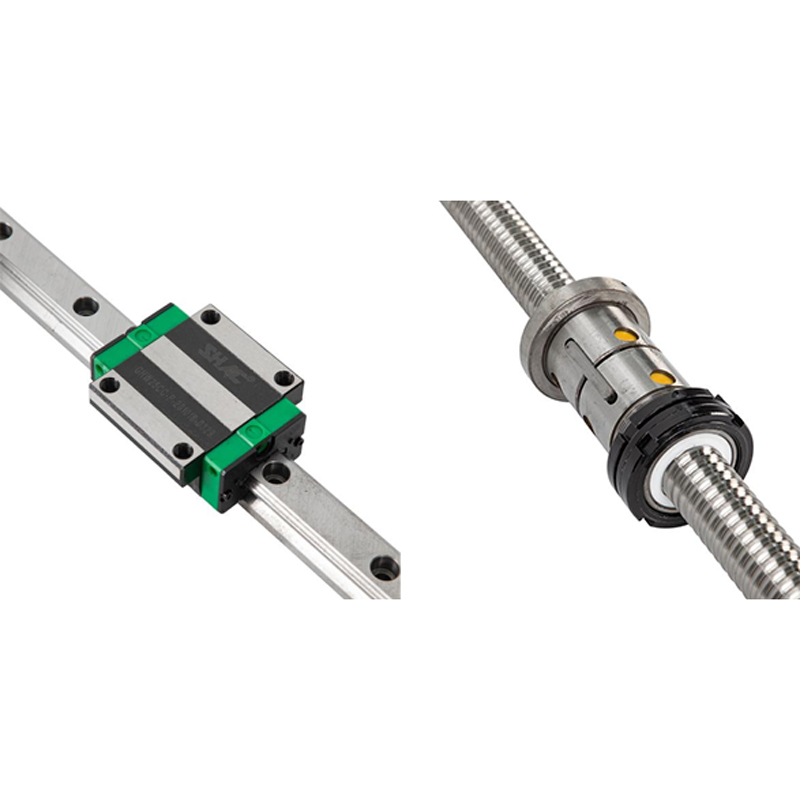
- 5. Թեք մահճակալ՝ պտուտակային կապարով և գծային ուղեցույցով30°–45° թեք մակերեսի կոնֆիգուրացիան օպտիմալացնում է չիպի հեռացումը և ապահովում է գերազանց կոշտություն՝ համեմատած հարթ մակերեսով կառուցվածքների հետ: Հղկված գնդիկավոր պտուտակների (C3/C5 ճշգրտության աստիճան) և նախապես բեռնված գծային ուղեցույցների (HIWIN կամ համարժեք) հետ համատեղ, մեքենան հասնում է մինչև 24 մ/րոպե արագության և ±0.003 մմ դիրքավորման կրկնելիության: Այս համադրությունը նվազագույնի է հասցնում ջերմային դեֆորմացիան և ապահովում է կայուն աշխատանք ծանրաբեռնված կտրման կամ բարձր արագությամբ մշակման ժամանակ:
- 6. GSK980Tb3i ավտոբուսային համակարգGSK980Tb3i CNC համակարգը օգտագործում է բարձր արագությամբ դաշտային ավտոբուսային ճարտարապետություն՝ կառավարիչի, շարժիչների և ծայրամասային սարքերի միջև իրական ժամանակում հաղորդակցության համար: Հիմնական առանձնահատկությունները ներառում են՝10.4 դյույմանոց գունավոր LCD սենսորային էկրան՝ ինտուիտիվ գրաֆիկական ծրագրավորման ինտերֆեյսովԱջակցություն ISO կոդի, պարամետրիկ ցիկլերի և մակրո-B ծրագրավորման համարԻնտեգրված PLC՝ մուտքի/ելքի կառավարման համար (մինչև 256 կետ) և օժանդակ սարքերի համաժամեցման համարԱդապտիվ սնուցման արագության կառավարում և հետադարձ հետադարձի փոխհատուցում՝ սխալներից զերծ ուրվագծման համարUSB/RS-485 միացում տվյալների փոխանցման և հեռակառավարման ախտորոշման համար
