









01




Высокоточный токарный станок с ЧПУ, инструментальной револьверной головкой и задней бабкой.
спецификация
| Проект | Спецификация | GD46-400 | GD52-450 | GD52-600 | ||||
| Производственная мощность | Максимальный диаметр поворота станины | мм | 450 | 520 | 500 | |||
| Максимальный диаметр поворота башни | мм | 200 | 420 | 450 | ||||
| Максимальная длина обработки | мм | 400 | 450 | 600 | ||||
| Максимальный диаметр обработки прутка | мм | 46 | 62 | 74 | ||||
| Гладить | ход по оси X | мм | 200 | 300 | 260 | |||
| ход по оси Z | мм | 530 | 540 | 650 | ||||
| Шпиндель | Скорость | обороты в минуту | 4000 | 3000 | 2500 | |||
| Веретенообразный нос | A2-5/A2-6 | А2-8 | А2-8 | |||||
| Диаметр отверстия шпинделя | мм | 56 | 72/82 | 75/86 | ||||
| Внутренний диаметр подшипника | мм | 85/90 | 130-190/110-170 | 130-190/110-170 | ||||
| Инструментальная стойка | Форма для размещения объявления о инструменте | Прямой тип крепления | Прямой тип крепления | 100-12 | ||||
| количество установленных инструментов | единица | 8 | 8 | 12 | ||||
| высота хвостовика прямоугольного инструмента | мм | 25 | 25 | 25 | ||||
| Диаметр хвостовика расточной штанги | мм | 32 | 32 | 32 | ||||
| Задняя бабка | Ход задней бабки | мм | 300 | 300 | 550 | |||
| Диаметр втулки задней бабки | мм | 75 | 75 | 75 | ||||
| Сужение отверстия конуса втулки хвостового сиденья | МТ.5 | МТ.5 | МТ.5 | |||||
| Ход втулки задней бабки | мм | 100 | 100 | 100 | ||||
| Скорость подачи | Высокая скорость подачи | м/мин | X:25 / Z:25 | X:30 / Z:30 | X:15 / Z:20 | |||
| Мотор | Шпиндельный двигатель (30 мин, 60%/непрерывный режим) | кВт | 7,5/11 | 11 | 15 | |||
| Двигатель башни | кВт | - | - | - | ||||
| Двигатель подающего вала | кВт | X: 1.5 / Z: 1.5 | X: 1.5 / Z: 1.5 | X: 1.5 / Z: 1.5 | ||||
| Двигатель гидравлического насоса | кВт | 1.5 | 1.5 | 1.5 | ||||
| Двигатель для смазочно-охлаждающей жидкости | кВт | 0,4 | 0.3 | 0,4 | ||||
| Подача электроэнергии | Источник питания | кВА | 11 | 18 | 18 | |||
| Вместимость резервуара | для гидравлического оборудования | Л | 50 | 60 | 60 | |||
| для смазочного масла | Л | 2 | 2 | 2 | ||||
| для смазочно-охлаждающей жидкости | Л | 60 | 100 | 100 | ||||
| объем станков | Высота машины | мм | 1750 | 1800 | 1820 | |||
| Высота от земли до центральной линии шпинделя | мм | 980 | 1050 | 1050 | ||||
| Площадь пола | мм x мм | 2200 x 1450 | 2280 x 1600 | 2400 x 1750 | ||||
| Масса | кг | 2500 | 3500 | 4500 | ||||
Описание продукта

- 1. Цельнометаллический корпус с цельнометаллической крышкойСтанок с ЧПУ имеет прочный монолитный чугунный корпус, интегрированный с цельнометаллическим кожухом, что обеспечивает исключительную жесткость конструкции и гашение вибраций. Такая конструкция повышает стабильность и точность обработки, обеспечивая при этом всестороннюю защиту от брызг охлаждающей жидкости, металлической стружки и внешних загрязнений. Бесшовный кожух также повышает безопасность оператора, минимизируя воздействие движущихся компонентов.
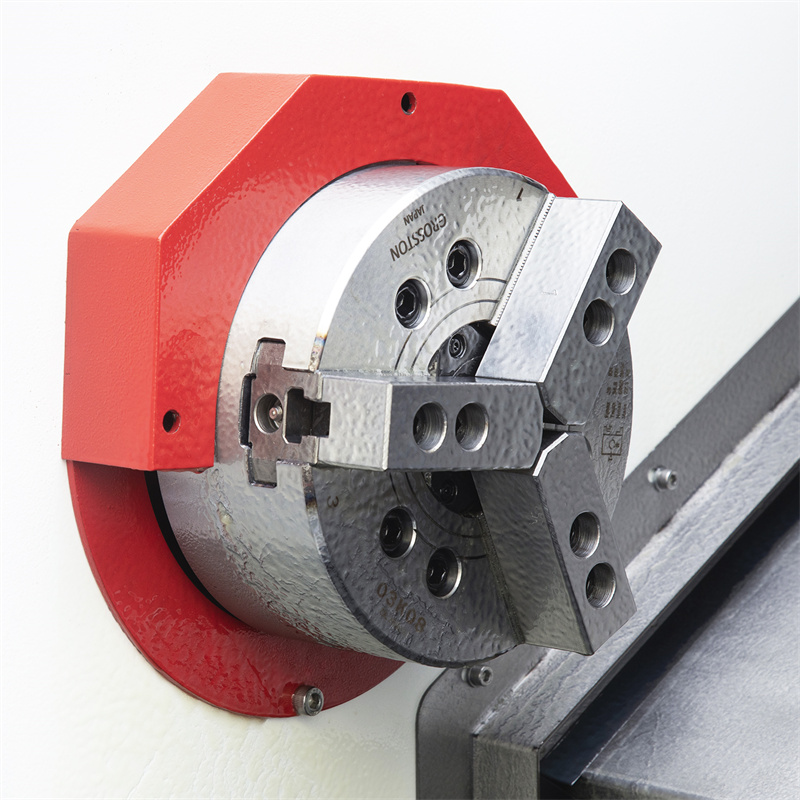
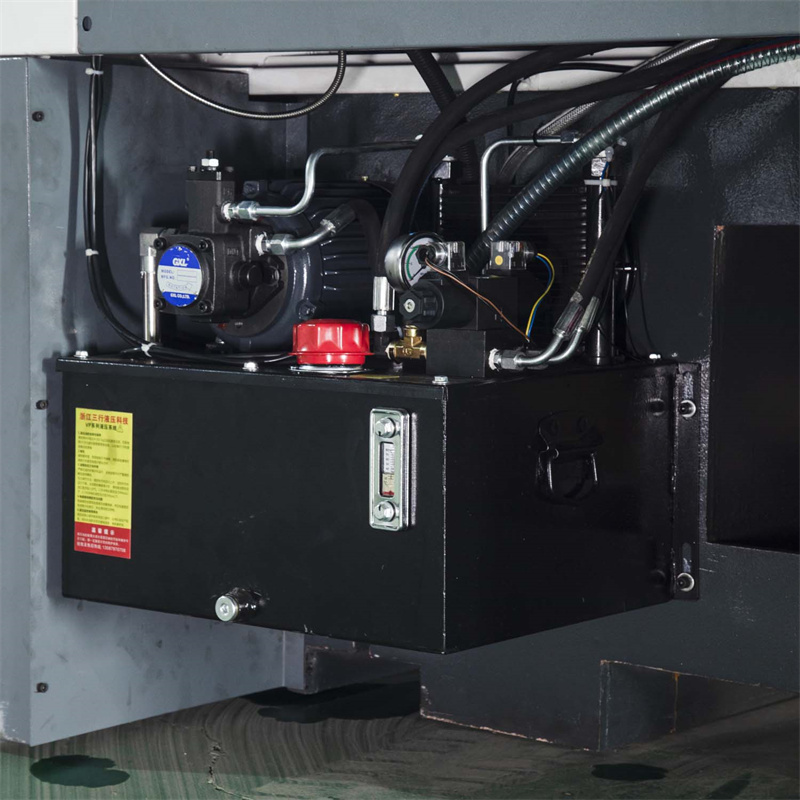
- 2. Сервошпиндель с гидравлической системой зажима и задней бабкой.Оснащенный высокомоментным сервоприводным шпинделем (обычно 7,5–15 кВт), станок обеспечивает регулируемую скорость вращения (например, 50–4500 об/мин) для универсальной обработки материалов. Гидравлическая система зажима гарантирует быструю и надежную фиксацию заготовки, сокращая время настройки и повышая повторяемость. Программируемая задняя бабка с ЧПУ (опционально с гидравлическим или пневматическим приводом) обеспечивает осевую поддержку длинных валов или сложных деталей, позволяя осуществлять сбалансированную обработку тонких компонентов с точностью до микрона.
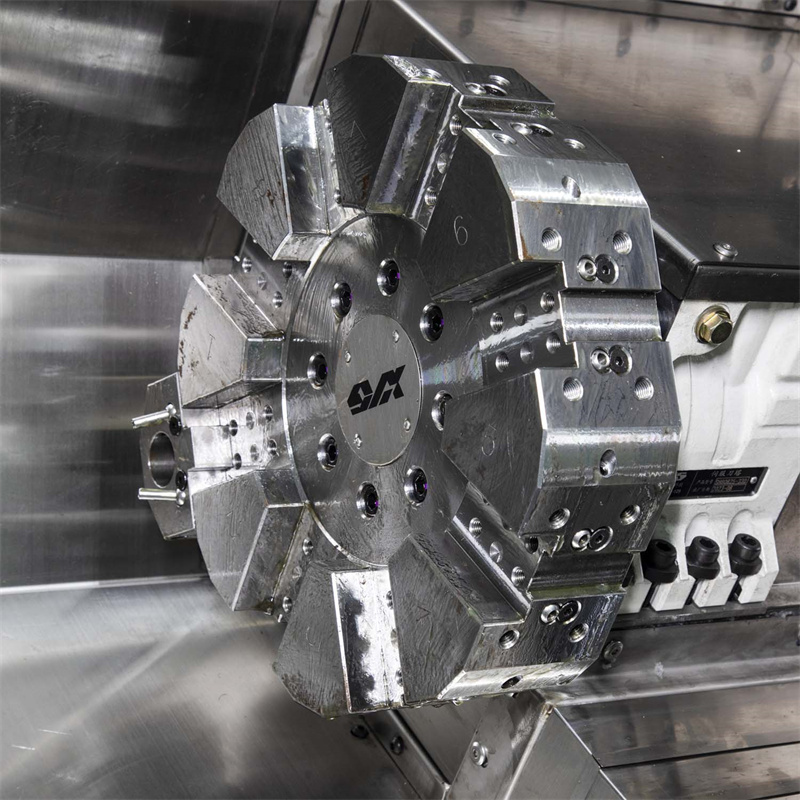
- 3. 8- или 12-позиционная инструментальная башняМоторизованная поворотная инструментальная револьверная головка (8 или 12 станций) позволяет автоматически менять инструмент за ≤0,3 секунды, оптимизируя производительность при многооперационных рабочих процессах. Каждая станция совместима со стандартными держателями инструмента ISO/BT-40, поддерживающими сверла, концевые фрезы, токарные инструменты и специальные приспособления. Сервоприводная система позиционирования револьверной головки обеспечивает угловую точность ±0,001°, гарантируя плавный переход между черновой, чистовой и резьбонарезной обработкой.
- 4. Дополнительный конвейер для стружкиШарнирный ленточный конвейер для стружки (опционально) эффективно удаляет стружку и мусор из зоны обработки, сокращая время простоя на ручную очистку. Благодаря производительности 80–120 кг/мин он обеспечивает непрерывную работу в условиях крупносерийного производства. Модульная конструкция конвейера позволяет интегрировать его с централизованными системами фильтрации охлаждающей жидкости, способствуя чистоте рабочего места и рециркуляции охлаждающей жидкости.

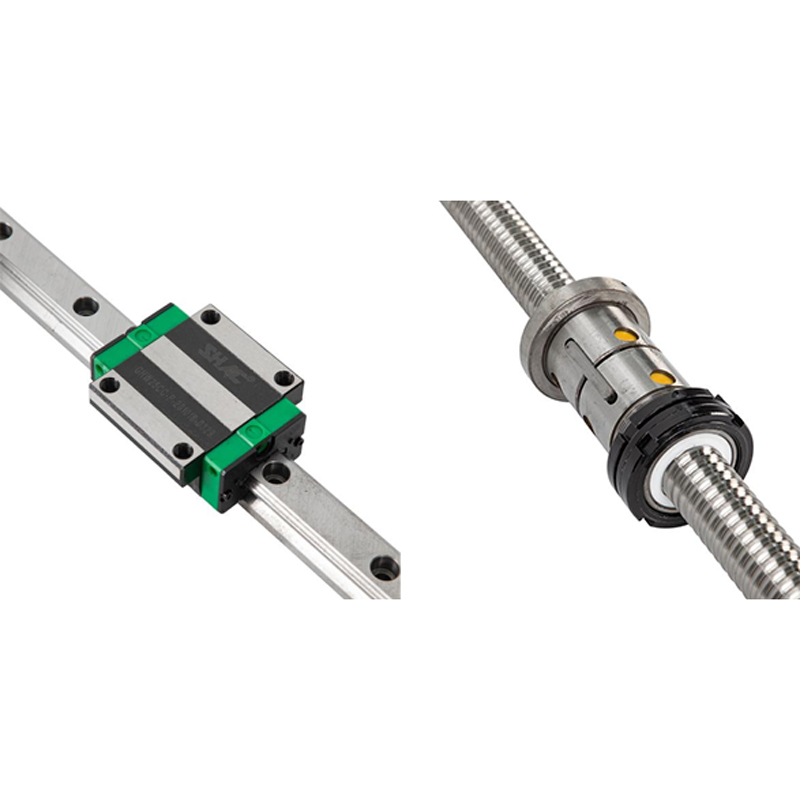
- 5. Наклонная платформа с винтовым приводом и линейной направляющей.Наклонная платформа под углом 30°–45° оптимизирует отвод стружки и обеспечивает превосходную жесткость по сравнению с плоской платформой. В сочетании с шлифованными шариковыми винтами (класс точности C3/C5) и предварительно нагруженными линейными направляющими (HIWIN или аналогичные) станок обеспечивает высокую скорость перемещения до 24 м/мин и повторяемость позиционирования ±0,003 мм. Эта комбинация минимизирует термическую деформацию и обеспечивает стабильную работу при интенсивной резке или высокоскоростной чистовой обработке.
- 6. Шина GSK980Tb3iСистема ЧПУ GSK980Tb3i использует высокоскоростную архитектуру полевой шины для связи в реальном времени между контроллером, приводами и периферийными устройствами. Ключевые особенности включают:10,4-дюймовый цветной ЖК-сенсорный экран с интуитивно понятным графическим интерфейсом программирования.Поддержка кода ISO, параметрических циклов и пользовательского программирования макросов типа B.Встроенный ПЛК для управления вводом/выводом (до 256 точек) и синхронизации вспомогательных устройств.Адаптивное управление скоростью подачи и компенсация люфта для безошибочного контурного формованияПодключение по USB/RS-485 для передачи данных и удаленной диагностики.
