








0102





Високоміцний токарний верстат з ЧПУ із задньою бабкою
Відео про продукти
Технологічний параметр
| Параметр | ТЕХНІЧНІ ХАРАКТЕРИСТИКИ | Одиниці | CK6140 | CK6150 | CK6180 |
| Механічна продуктивність | Максимальний діаметр точіння над станиною | мм | 400 | 500 | 800 |
| Максимальний діаметр повороту над револьверною головкою | мм | 200 | 250 | 480 | |
| Максимальна довжина заготовки | мм | 750/1000/1500/2000 | 850/1000/1500/2000 | 1000/1500/2000/3000 | |
| Максимальний діаметр обробки прутків | мм | 42 | 72 | 95 | |
| Діаметр отвору шпинделя | мм | 52 | 82 | 105 | |
| Максимальний хід X | мм | 300 | 300 | 420 | |
| Максимальний хід Z | мм | 750/1000/1500/2000 | 850/1000/1500/2000 | 1000/1500/2000/3000 | |
| Система живлення | Максимальна швидкість шпинделя | об/хв | 2000 рік | 12-1600 | 40-125/110-350/290-950 |
| Шпиндельний двигун | кВт | 5.5 | 7.5 | 11 | |
| Пост інструменту | Висота прямокутного перерізу хвостовика інструмента | мм | 20 | 25 | 32 |
| Задня бабка | Діаметр гільзи | мм | 65 | 75 | 120 |
| Звуження втулки | МТ 4 | МТ 5 | МТ 6 | ||
| Рух рукава | мм | 140 | 140 | 250 | |
| Точність | Повторення точності позиціонування | мм | 0,01 | 0,01 | 0,01 |
| Точність обробки | мм | 0,01 | 0,01 | 0,01 | |
| Биття веретена | мм | 0,01 | 0,01 | 0,01 | |
| Інше | Вага машини | кг | 1500/1600/1800/2000 | 2800/2900/3300/3700 | 4800/5200/5600/6200 |
| Розмір машини | мм | 2200/2500/3000/3500*1500*1800 | 2600/2850/3350/3850*1500*1800 | 3500/3900/4300/5200*2000*1900 |
Зовнішній вигляд та особливості
1. Головка машини, станина, задня бабка, піддон та інші поверхні з'єднань вручну очищаються та поліруються, а вся машина проходить випробування, що ефективно гарантує точність позиціонування осі Z та осі X, точність повторного позиціонування, зворотний зазор та стабільність верстата.
2. Верстат використовує високоміцний чавун та тверді напрямні рейки зі зносостійкістю та стабільністю.
3. Шпиндель верстата використовує високоякісні підшипники, а шестерні верстата використовують точне шліфування, що ефективно покращує твердість шестерні та зменшує шум верстата.
4. Верстат, кульковий гвинт по осі Z та кульковий гвинт по осі X мають розтягувальну структуру, що покращує точність розміру зовнішнього кола та внутрішнього отвору заготовки.
Вступ до конфігурації
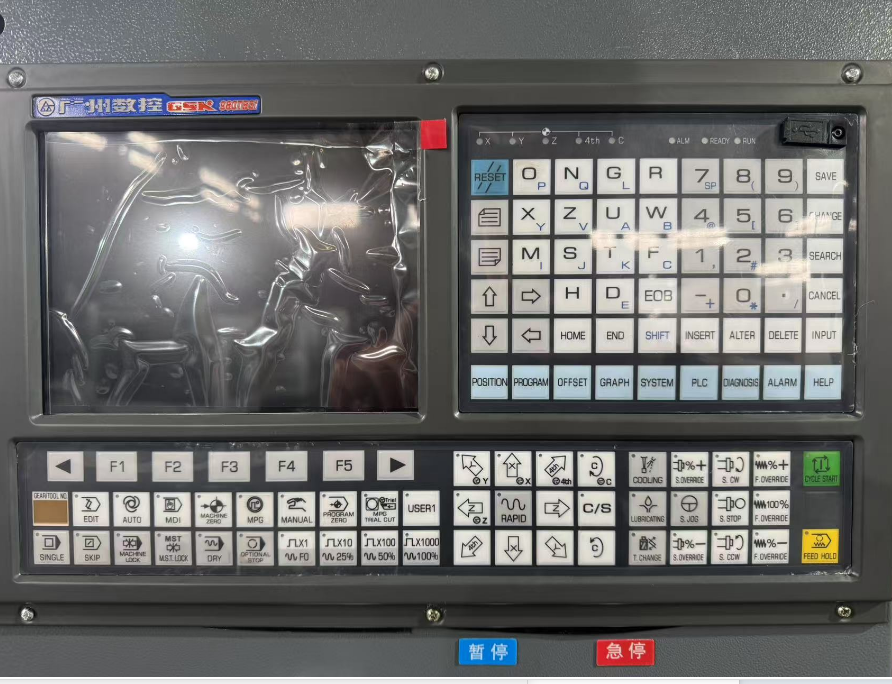
- 1. Система керування ЧПУ
Система шини GSK980TB3i — це високопродуктивна система ЧПК, розроблена компанією Guangzhou CNC Equipment Co., Ltd. Система використовує передові алгоритми керування та високошвидкісні процесори для досягнення високошвидкісного та високоточного керування обробкою. Вона підтримує багатоосьове керування з'єднаннями та може задовольнити вимоги до обробки складних деталей. Вона має багатий функціонал, такий як компенсація радіуса інструменту, компенсація довжини інструменту, компенсація люфту, компенсація помилки кроку тощо. Вона також підтримує макропрограмування, графічне моделювання, онлайн-обробку та інші функції, зручні для програмування та експлуатації користувачами.
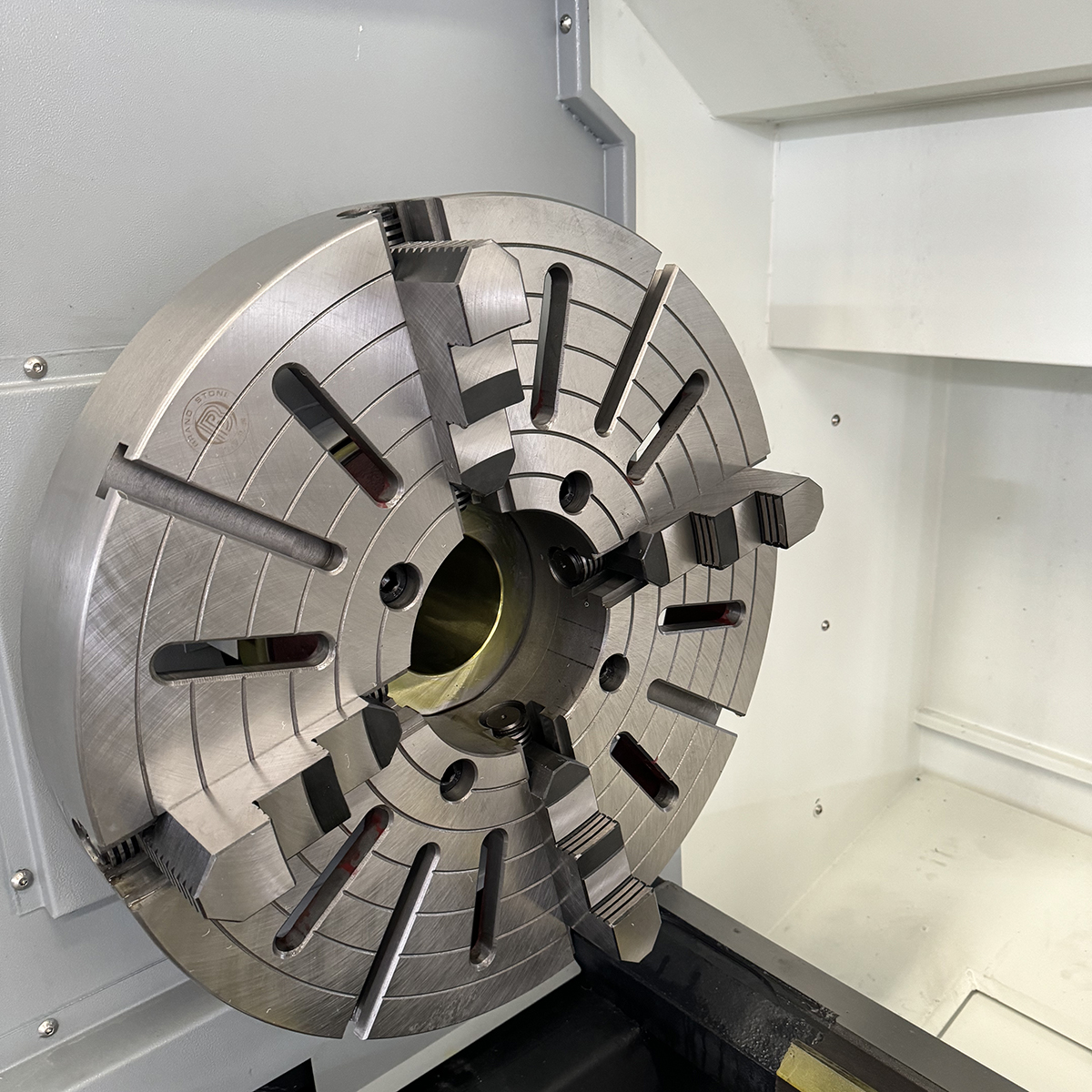
2. Ручний патрон і задня бабка
Стандартна конфігурація використовує ручний патрон і задню бабку, які мають характеристики простої конструкції, високої гнучкості, великого зусилля затискання, високої точності, низької вартості, широкого діапазону застосування та простоти експлуатації.
-
 CK6140, CK6150 з тризатискним ручним патроном
CK6140, CK6150 з тризатискним ручним патроном -
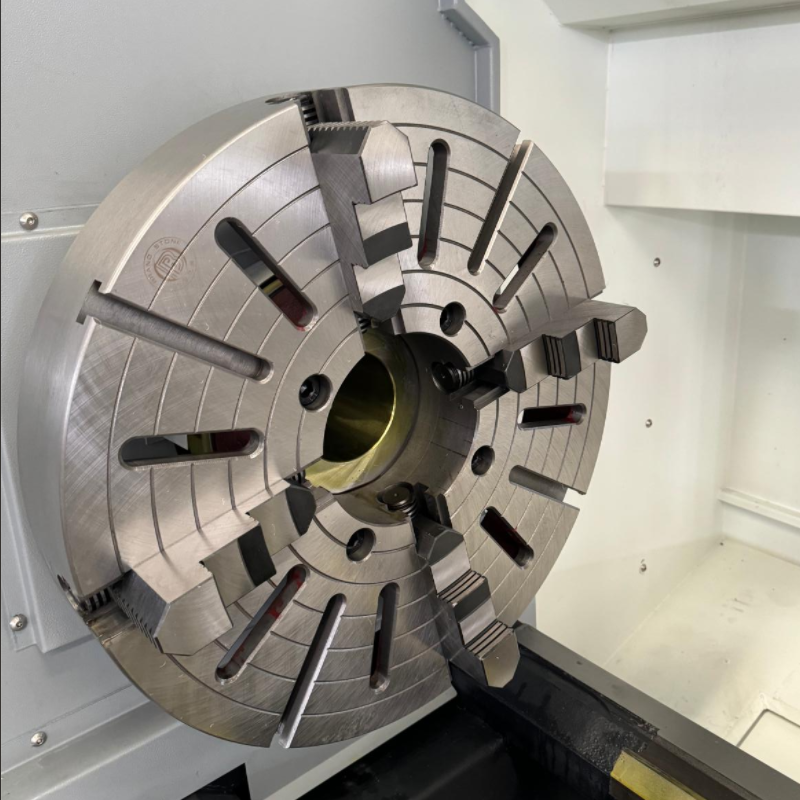 CK6180 з ручним патроном з чотирма лапками
CK6180 з ручним патроном з чотирма лапками
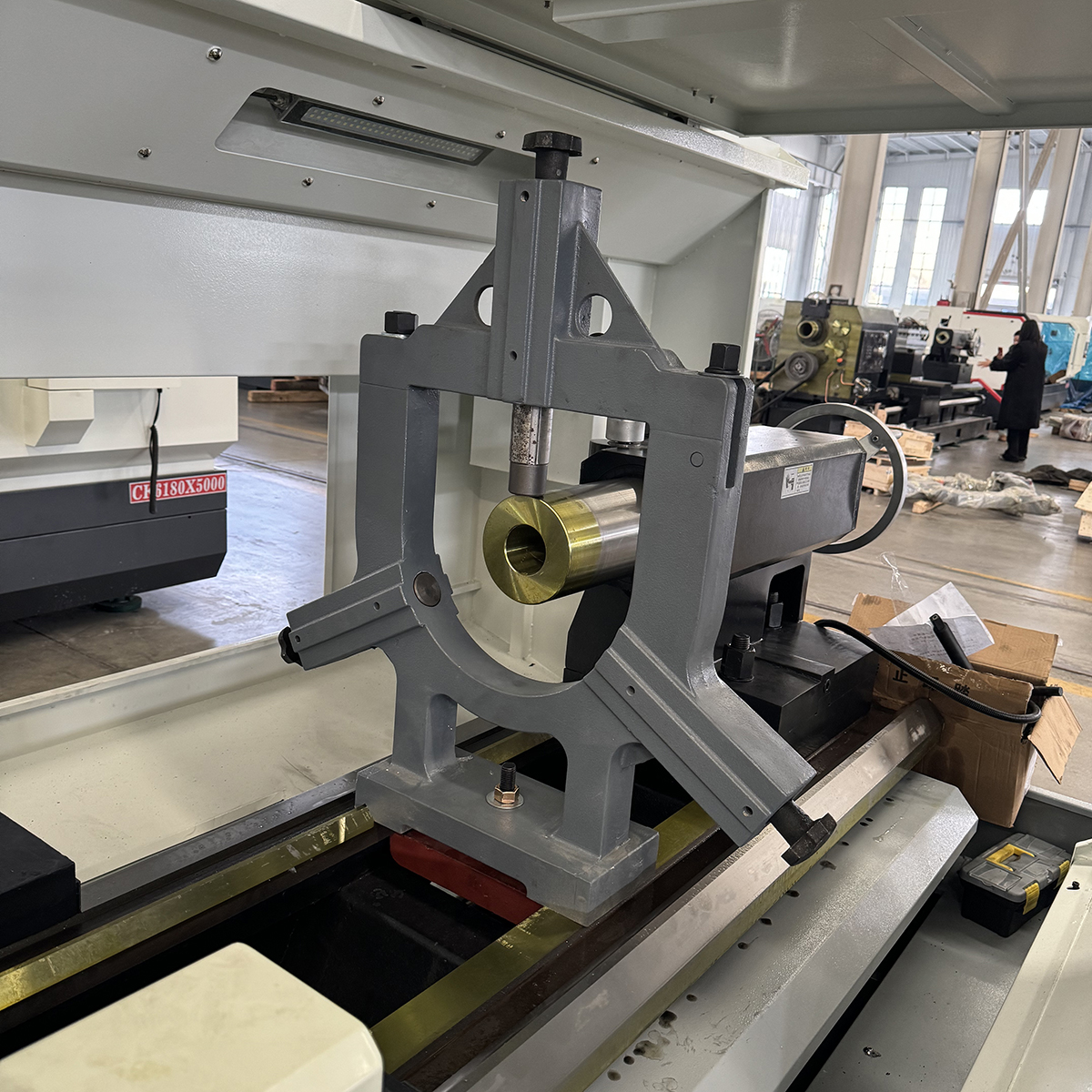
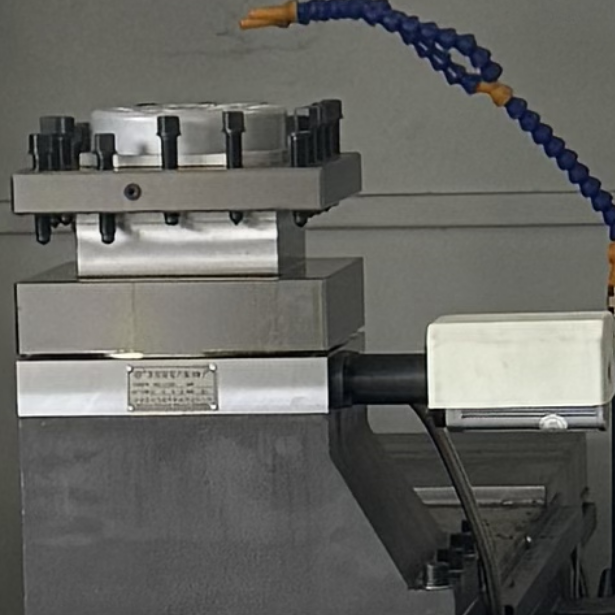
- Ручну задню бабку можна гнучко регулювати відповідно до потреб обробки. Обертаючи ручку, втулку задньої бабки можна переміщувати вперед і назад у корпусі задньої бабки, щоб регулювати відстань між центром і заготовкою. Крім того, задня бабка також може рухатися вліво і вправо на станині токарного верстата для роботи з заготовками різної довжини.

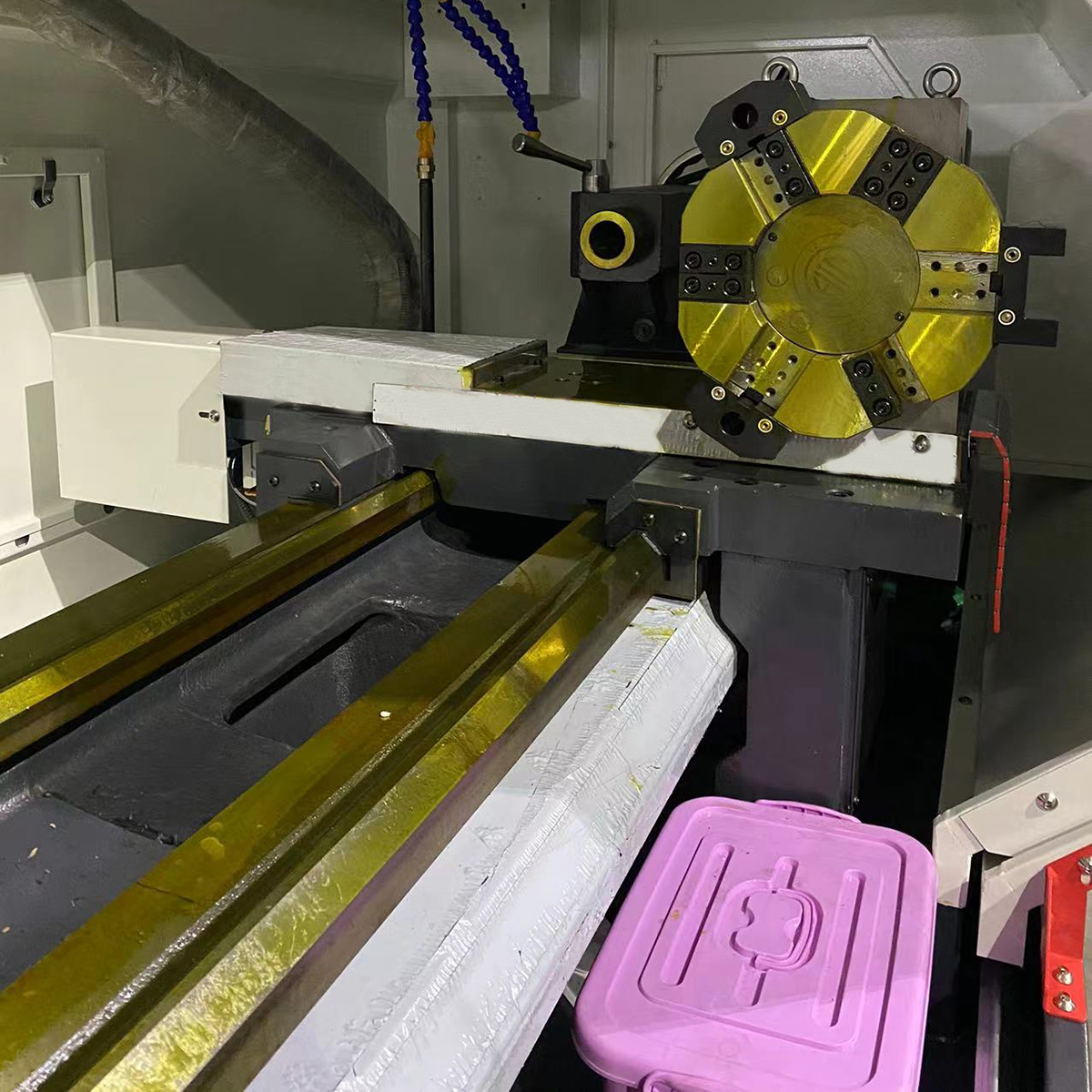
- 3,4-станційний пост електричних інструментів
4-позиційний електричний тримач інструментів може встановлювати 4 інструменти. Завдяки електричному керуванню інструменти можна автоматично змінювати, а швидкість зміни інструментів висока, що підвищує ефективність обробки.