









01




Torneya CNC ya Rastbûna Bilind bi Bircê Amûrê û Çengê Dûv
taybetmendiyê
| Rêvename | Taybetmendî | GD46-400 | GD52-450 | GD52-600 | ||||
| Kapasîteya Makînekirinê | Çerxa herî zêde ya zivirîna nivînan | mm | 450 | 520 | 500 | |||
| Dirêjahiya herî zêde ya zivirîna bircê | mm | 200 | 420 | 450 | ||||
| Dirêjahiya herî zêde ya makînekirinê | mm | 400 | 450 | 600 | ||||
| Dirêjahiya makînekirina herî zêde ya bar | mm | 46 | 62 | 74 | ||||
| Lêdan | Lêdana eksena X | mm | 200 | 300 | 260 | |||
| Lêdana eksena Z | mm | 530 | 540 | 650 | ||||
| Mil | Zûbûnî | RPM | 4000 | 3000 | 2500 | |||
| Pozê milê | A2-5/A2-6 | A2-8 | A2-8 | |||||
| Çatra qulika milê | mm | 56 | 72/82 | 75/86 | ||||
| Dirêjahiya hundirîn a hilgirtinê | mm | 85/90 | 130-190/110-170 | 130-190/110-170 | ||||
| Postê Amûrê | Forma posta amûrê | Cureyê rasterast siwarkirî | Cureyê rasterast siwarkirî | 100-12 | ||||
| Hejmara sazkirina amûrê | yekbûn | 8 | 8 | 12 | ||||
| bilindahiya şanka amûrê ya çarçikî | mm | 25 | 25 | 25 | ||||
| Dirêjahiya şanka bar a borînkirinê | mm | 32 | 32 | 32 | ||||
| Qûntara dûvikê | Lêdana dûvikê | mm | 300 | 300 | 550 | |||
| Dirêjahiya çengelê dûvikê | mm | 75 | 75 | 75 | ||||
| Konîkkirina qulika konê ya kursiya dûvikê | MT.5 | MT.5 | MT.5 | |||||
| Lêdana milê tailstockê | mm | 100 | 100 | 100 | ||||
| Leza xwarinê | Leza xwarina bilez | m/deqîqe | X:25 / Z:25 | X:30 / Z:30 | X:15 / Z:20 | |||
| Motor | Motora milê (30 deqe 60% / berdewam) | kW | 7.5/11 | 11 | 15 | |||
| Motora bircê | kW | - | - | - | ||||
| Motora mîlê xwarinê | kW | X: 1.5 / Z: 1.5 | X: 1.5 / Z: 1.5 | X: 1.5 / Z: 1.5 | ||||
| Motora pompa hîdrolîk | kW | 1.5 | 1.5 | 1.5 | ||||
| Motora şilava birrînê | kW | 0.4 | 0.3 | 0.4 | ||||
| Hêzê dabînkirinê | Hêza dabînkirina hêzê | kVA | 11 | 18 | 18 | |||
| Kapasîteya tankê | ji bo alavên hîdrolîk | L | 50 | 60 | 60 | |||
| ji bo rûnê rûnkirinê | L | 2 | 2 | 2 | ||||
| ji bo birîna şilavê | L | 60 | 100 | 100 | ||||
| Qebareya makîneya amûrê | Bilindahiya makîneyê | mm | 1750 | 1800 | 1820 | |||
| Bilindahiya ji erdê heta xeta navendî ya milê | mm | 980 | 1050 | 1050 | ||||
| Qada erdê | mm x mm | 2200 x 1450 | 2280 x1600 | 2400 x 1750 | ||||
| Pîvan | kg | 2500 | 3500 | 4500 | ||||
danasîna hilberê

- 1. Laşê Yekgirtî bi Bergê Tevahiya MetalMakîneya CNC xwedan laşek hesinî ya monolîtîk a zexm e ku bi pêçek metalî ya tevahî ve hatî entegre kirin, ku hişkbûna avahîsaziyê ya bêhempa û kêmkirina lerzînê peyda dike. Ev sêwiran aramiya makîneyê û rastbûna wê zêde dike di heman demê de parastinek berfireh li dijî şilbûna ava sar, perçeyên metal û gemarîyên derveyî peyda dike. Pêçandina bêqusûr di heman demê de ewlehiya operator jî baştir dike bi kêmkirina têkiliya bi pêkhateyên tevgerbar re.
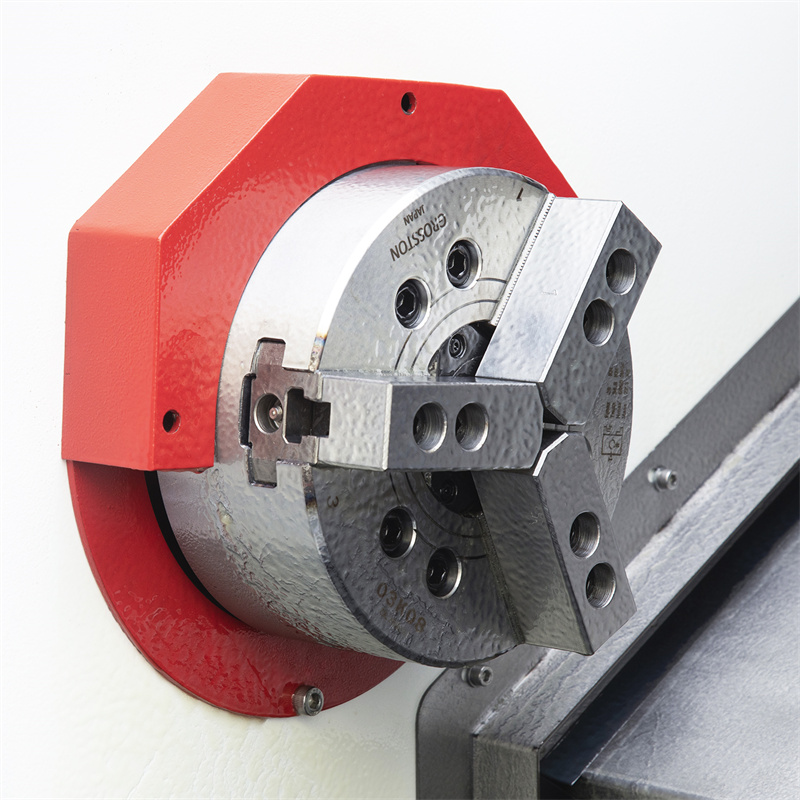
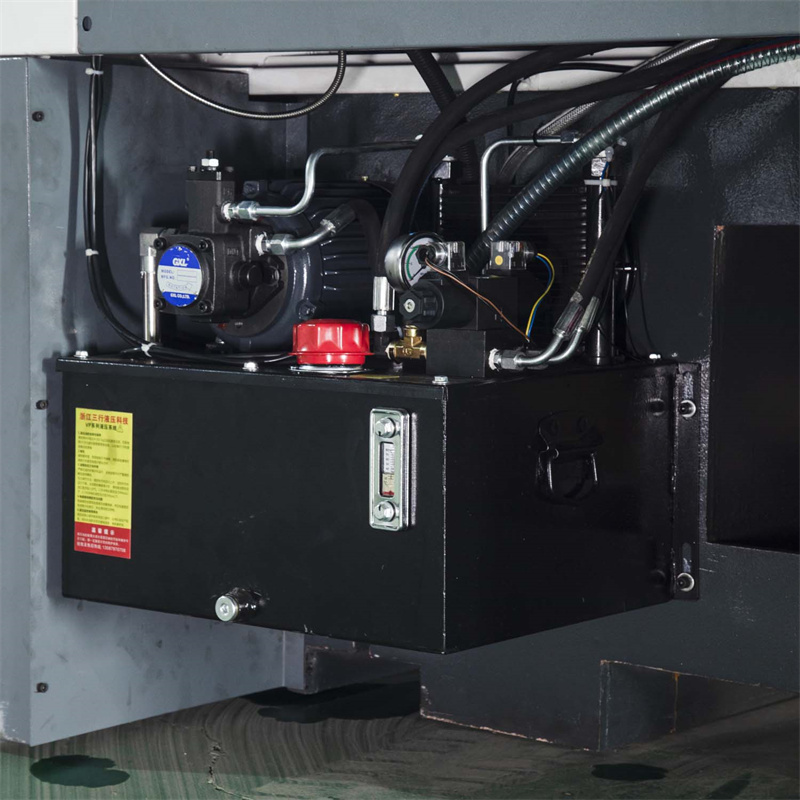
- 2. Servo Spindle bi Sîstema Kelepçekirina Hîdrolîk û TailstockMakîne, ku bi milê servo-ajotinê yê bi torka bilind (bi gelemperî 7.5–15 kW) ve hatî çêkirin, performansa leza guhêrbar (mînak, 50–4,500 RPM) ji bo pêvajoya materyalê ya piralî peyda dike. Pergala kelepçekirina hîdrolîk rastkirina bilez û ewle ya perçeya kar peyda dike, dema sazkirinê kêm dike û dubarekirinê baştir dike. Dûvikek CNC ya bernamekirî (çalakkirina hîdrolîk an pneumatîk a vebijarkî) piştgiriyek eksîyal ji bo şaftên dirêj an perçeyên tevlihev peyda dike, û makînekirina hevseng a pêkhateyên zirav bi rastbûna asta mîkronê gengaz dike.
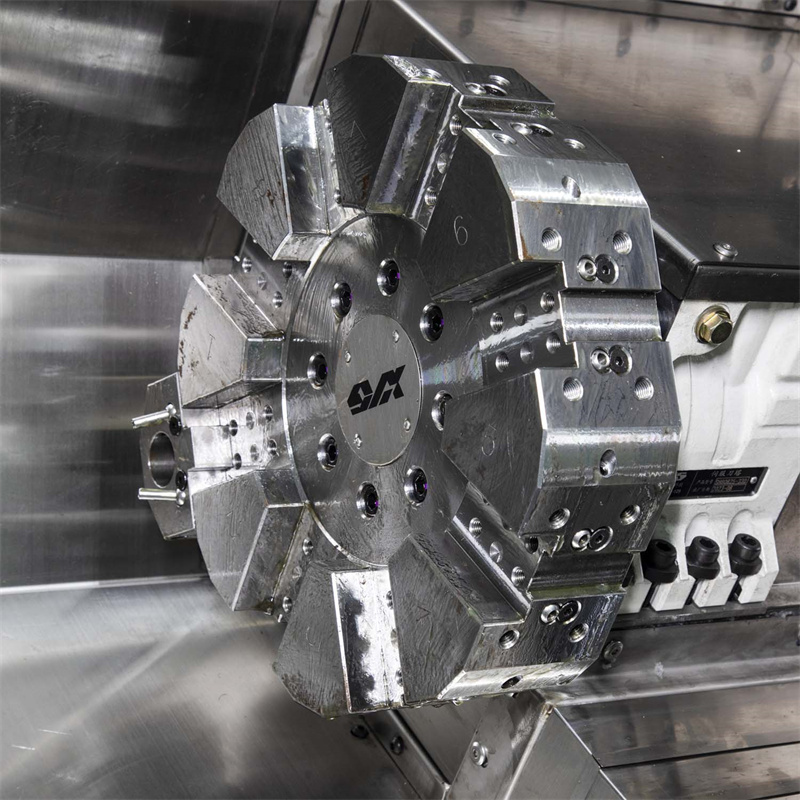
- 3. Bircê Amûrê ya 8 an 12 ÎstasyonanTurreteke amûra endekskirinê ya motorîzekirî (8 an 12 îstasyon) dihêle ku guhertinên otomatîk ên amûran di ≤0.3 saniyan de werin kirin, û hilberînê ji bo herikînên kar ên pir-operasyonê baştir bike. Her îstasyonek xwedîgirên amûran ên standard ISO/BT-40, makîneyên qulkirinê yên piştgirî, frezên dawiyê, amûrên zivirandinê û pêvekên xwerû dihewîne. Pergala pozîsyona servo-ajotinê ya turretê rastbûna goşeyî ya ±0.001° bi dest dixe, û veguheztinên bênavber di navbera operasyonên xavkirin, qedandin û têlkirinê de misoger dike.
- 4. Veguhestina Çîpê ya BijarteVeguhezkarekî çîpê yê bi kemberê ve girêdayî (vebijarkî) bi bandor şîr û bermayiyan ji qada makînekirinê radike, û dema bêçalakbûnê ya ji bo paqijkirina destan kêm dike. Bi kapasîteya 80-120 kg/min, ew piştgiriya xebata domdar di jîngehên hilberîna bi qebareya bilind de dike. Sêwirana modular a veguhezkar destûrê dide entegrasyonê bi pergalên parzûna sarincokê ya navendî re, paqijiya cihê kar û vezîvirandina sarincokê pêşve dixe.

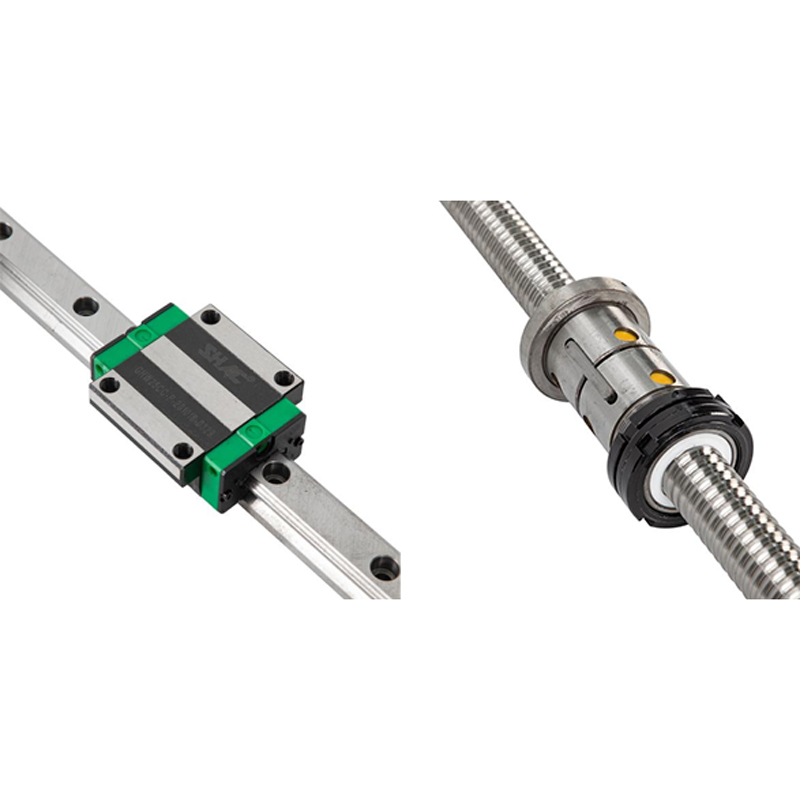
- 5. Nivîna Slant bi Serê Pêçayî û Rêhesina Rêber a XêzikKonfîgurasyona nivîna xwar a 30°–45° valakirina çîpê çêtir dike û li gorî sêwiranên nivîna daîre hişkbûnek bilindtir peyda dike. Bi pêçên topê yên erdê (asta rastbûna C3/C5) û rêberên xêzikî yên pêşwext barkirî (HIWIN an jî wekhev), makîne bi leza derbasbûnê ya bilez heya 24 m/min û dubarekirina pozîsyonê ya ±0.003 mm bi dest dixe. Ev kombînasyon deformasyona germî kêm dike û performansa domdar di dema birîna erkê giran an qedandina bilez de misoger dike.
- 6. Sîstema Otobusê ya GSK980Tb3iSîstema CNC ya GSK980Tb3i ji bo ragihandina rast-dem di navbera kontrolker, ajoker û alavên din de mîmariya fieldbus-a bilez bikar tîne. Taybetmendiyên sereke ev in:Ekrana destavêtinê ya LCD ya rengîn a 10.4 înç bi navgîniya bernamenûsiya grafîkî ya hêsanPiştgiriya ji bo koda ISO, çerxên parametrîk, û bernamekirina makro-B ya xwerûPLC-ya yekgirtî ji bo kontrola I/O (heta 256 xalan) û senkronîzasyona cîhaza alîkarKontrola rêjeya xwarinê ya adapteyî û tezmînata paşvekişandinê ji bo konturkirina bê xeletîGirêdana USB/RS-485 ji bo veguhastina daneyan û teşhîsa ji dûr ve
