









01




Héichpräzisiouns CNC-Dréibank mat Werkzeugtuerm a Schwanzstock
Spezifikatioun
| Projet | Spezifikatioun | GD46-400 | GD52-450 | GD52-600 | ||||
| Bearbechtungskapazitéit | Maximalen Dréidurchmesser vum Bett | mm | 450 | 520 | 500 | |||
| Maximalen Dréidurchmesser vum Tuerm | mm | 200 | 420 | 450 | ||||
| Maximal Bearbeitungslängt | mm | 400 | 450 | 600 | ||||
| Max Bar Bearbeitungsdurchmesser | mm | 46 | 62 | 74 | ||||
| Schlaganfall | X-Achs-Schlag | mm | 200 | 300 | 260 | |||
| Z-Achs-Héicht | mm | 530 | 540 | 650 | ||||
| Spindel | Geschwindegkeet | RPM | 4000 | 3000 | 2500 | |||
| Spindelnues | A2-5/A2-6 | A2-8 | A2-8 | |||||
| Duerchmiesser vum Spindellach | mm | 56 | 72/82 | 75/86 | ||||
| Innendurchmesser vum Lager | mm | 85/90 | 130-190/110-170 | 130-190/110-170 | ||||
| Werkzeugpost | Formulaire fir d'Post vum Tool | Riicht montéiert Typ | Riicht montéiert Typ | 100-12 | ||||
| Quantitéit vum Toolinstallatioun | Eenheet | 8 | 8 | 12 | ||||
| d'Héicht vum rechteckege Werkzeugschacht | mm | 25 Joer | 25 Joer | 25 Joer | ||||
| Duerchmiesser vum Buerstangenschacht | mm | 32 | 32 | 32 | ||||
| Réckstock | Schwanzlagerschlag | mm | 300 | 300 | 550 | |||
| Duerchmiesser vun der Heckstockhülse | mm | 75 | 75 | 75 | ||||
| Konus vum Kegellach vun der Hecksëtzhülse | MT.5 | MT.5 | MT.5 | |||||
| Schwanzlagerhülse | mm | 100 | 100 | 100 | ||||
| Fütterungsgeschwindegkeet | Schnell Fütterungsgeschwindegkeet | m/Min | X:25 / Z:25 | X:30 / Z:30 | X:15 / Z:20 | |||
| Motor | Spindelmotor (30min 60%/ kontinuéierlech) | kW | 7,5/11 | 11 | 15 | |||
| Turretmotor | kW | - | - | - | ||||
| Zufuhrwellemotor | kW | X: 1,5 / Z: 1,5 | X: 1,5 / Z: 1,5 | X: 1,5 / Z: 1,5 | ||||
| Hydraulikpompelmotor | kW | 1.5 | 1.5 | 1.5 | ||||
| Schneidflëssegkeetsmotor | kW | 0,4 | 0,3 | 0,4 | ||||
| Stroumversuergung | Stroumversuergung | kVA | 11 | 18 Joer | 18 Joer | |||
| Tankkapazitéit | fir hydraulesch Ausrüstung | L | 50 | 60 | 60 | |||
| fir Schmierueleg | L | 2 | 2 | 2 | ||||
| fir Schneidflëssegkeet | L | 60 | 100 | 100 | ||||
| Maschinneninstrumentvolumen | Héicht vun der Maschinn | mm | 1750 | 1800 | 1820 | |||
| D'Héicht vum Buedem bis zur Mëttlinn vun der Spindel | mm | 980 | 1050 | 1050 | ||||
| Buedemfläch | mm x mm | 2200 x 1450 | 2280 x 1600 | 2400 x 1750 | ||||
| Gewiicht | kg | 2500 | 3500 | 4500 | ||||
Produktbeschreiwung

- 1. Integréierte Kierper mat ganzem MetallofdeckungD'CNC-Maschinn huet e robuste monolithesche Gossgehäuse mat enger komplett ofgeschlossener Metallofdeckung, wat eng aussergewéinlech strukturell Steifheet a Schwéngungsdämpfung garantéiert. Dësen Design verbessert d'Bearbechtungsstabilitéit a Präzisioun a bitt gläichzäiteg e komplette Schutz géint Killmëttelsprëtzer, Metallspéin a extern Kontaminanten. Déi nahtlos Ofdeckung verbessert och d'Sécherheet vum Bedreiwer andeems se d'Beliichtung vu bewegende Komponenten miniméiert.
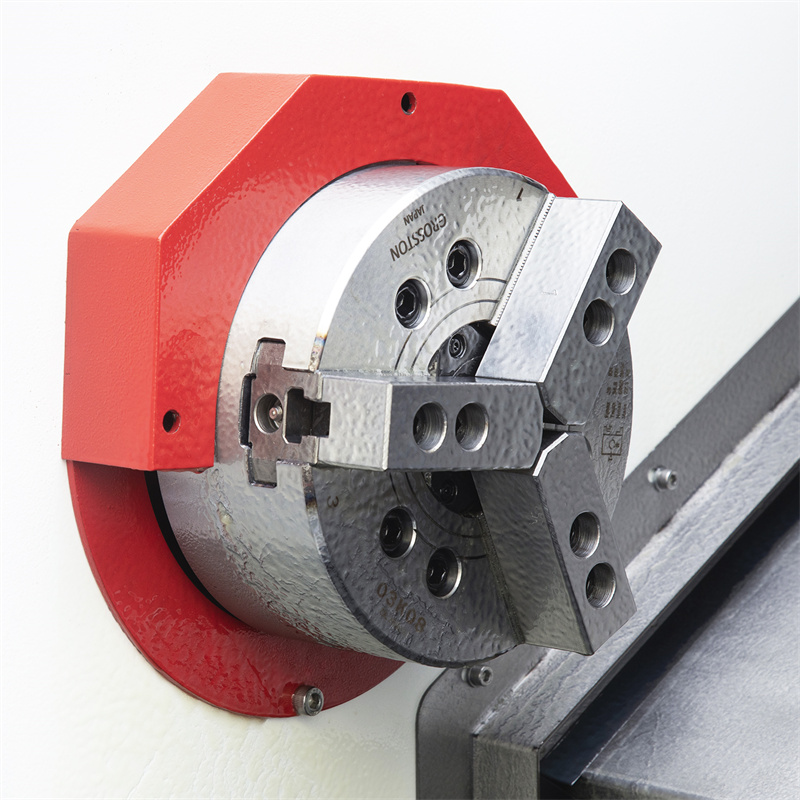
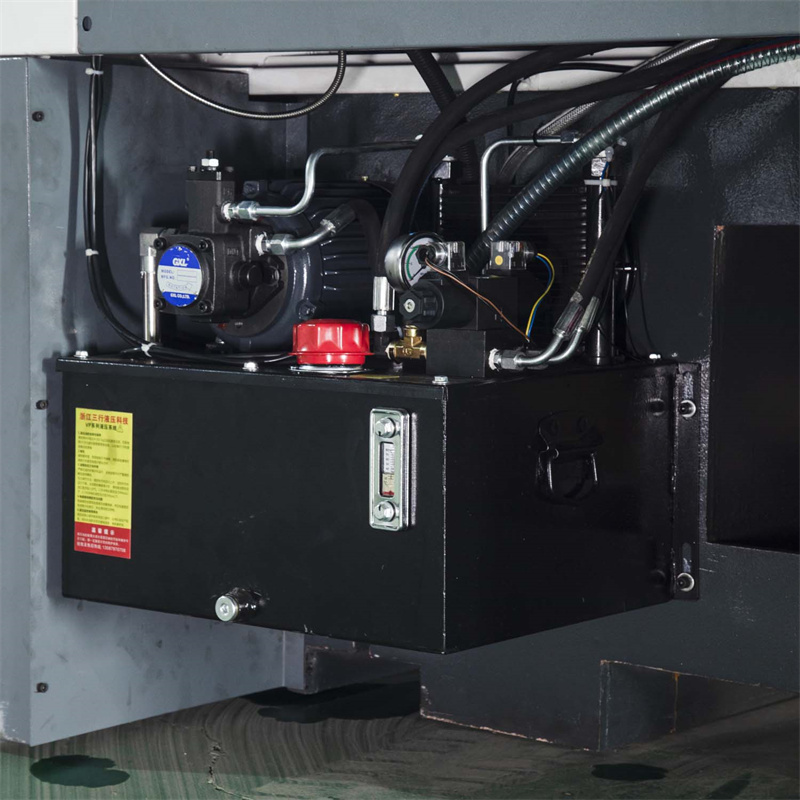
- 2. Servospindel mat hydrauleschem Spannsystem a RéckstockAusgestatt mat enger Servo-Spindel mat héijem Dréimoment (typesch 7,5–15 kW), liwwert d'Maschinn eng variabel Geschwindegkeet (z.B. 50–4.500 U/min) fir eng villfälteg Materialveraarbechtung. Dat hydraulescht Spannsystem garantéiert eng séier a sécher Fixatioun vum Werkstéck, reduzéiert d'Opstellungszäit an verbessert d'Widderhuelbarkeet. E programméierbare CNC-Scheiwen (optional hydraulesch oder pneumatesch Betätigung) bitt axial Ënnerstëtzung fir laang Wellen oder komplex Deeler, wat eng ausgeglach Bearbechtung vu schlanke Komponenten mat Genauegkeet op Mikrometerniveau erméiglecht.
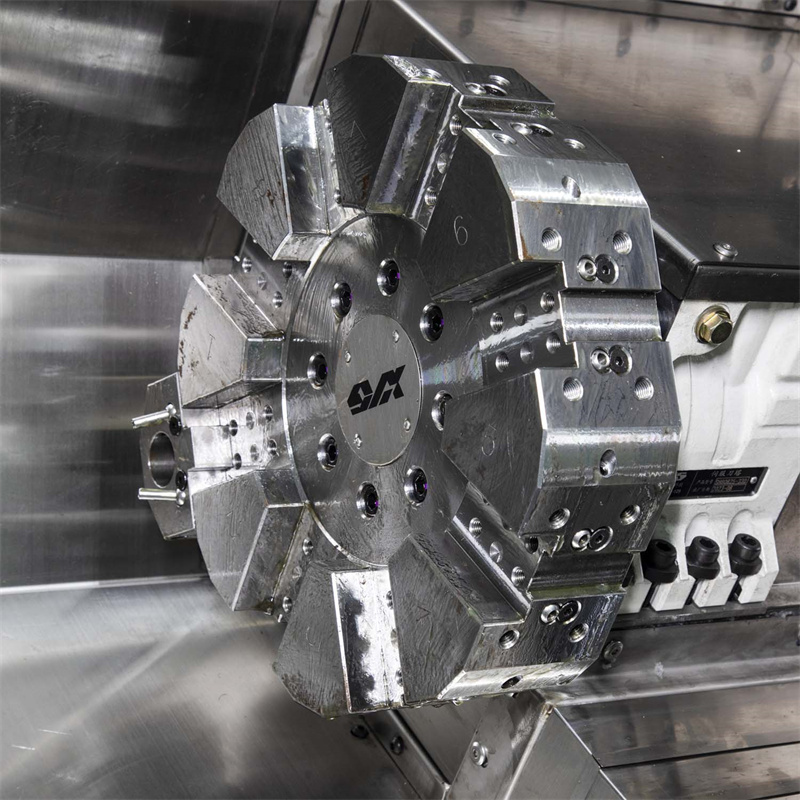
- 3. 8 oder 12 Statiouns-TooltuermEn motoriséierten Indexéierungsinstrumenttuerm (8 oder 12 Statiounen) erméiglecht automatesch Instrumentwiesselen an ≤0,3 Sekonnen, wat d'Produktivitéit fir Workflows mat méi Operatiounen optimiséiert. All Statioun bitt Plaz fir Standard ISO/BT-40 Instrumenthalter, Ënnerstëtzungsbuerer, Endfräser, Dréiinstrumenter a personaliséiert Uschlëss. Dat servogedriwwe Positionéierungssystem vum Tuerm erreecht eng Wénkelgenauegkeet vun ±0,001°, wat nahtlos Iwwergäng tëscht Rau-, Finish- a Gewindeschneidoperatiounen garantéiert.
- 4. Optional SpantransporterE Spantransporter mat Scharnierband (optional) entfernt effizient Spänn a Schutt aus dem Bearbeitungsberäich a reduzéiert doduerch d'Ausfallzäit fir manuell Reinigung. Mat enger Kapazitéit vun 80–120 kg/min ënnerstëtzt en eng kontinuéierlech Operatioun a Produktiounsëmfeld mat héije Volumen. Den modulare Design vum Transporter erlaabt d'Integratioun mat zentraliséierte Killmëttelfiltersystemer, wat d'Sauberkeet um Aarbechtsplaz an d'Kältemëttelrecycling fördert.

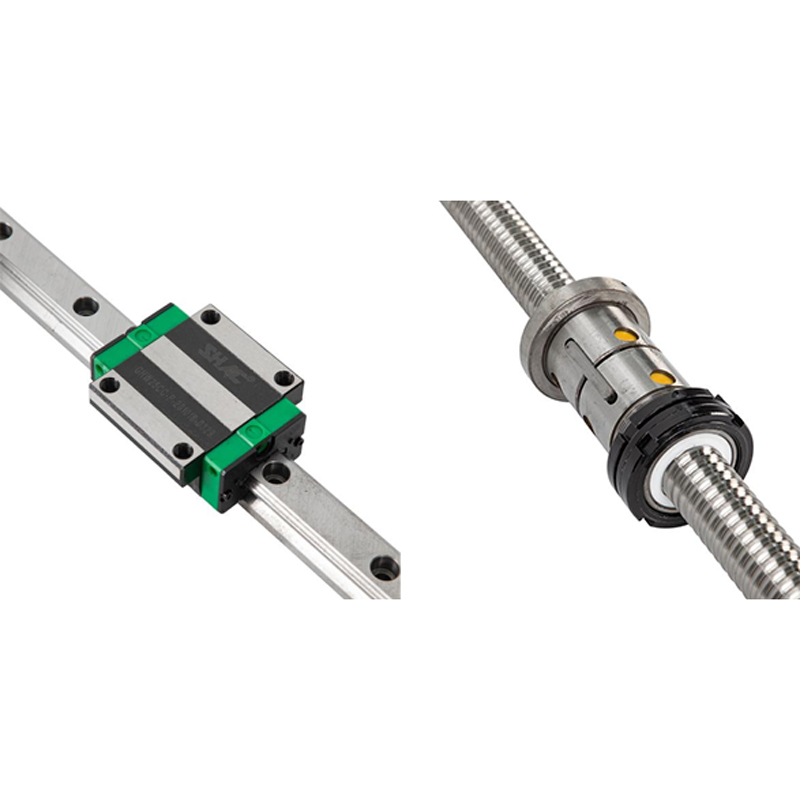
- 5. Schrägbett mat Schraufleitung a linearer FührungsschinnDéi schräg Bettkonfiguratioun vun 30°–45° optimiséiert d'Spanentsuergung a bitt eng iwwerleeën Steifheet am Verglach mat Flaachbett-Designen. Zesumme mat geschliffene Kugelschrauben (Genauegkeetsgrad C3/C5) a virbelaaschten Linearféierungen (HIWIN oder gläichwäerteg) erreecht d'Maschinn Schnellwandgeschwindegkeete vu bis zu 24 m/min an eng Widderhuelbarkeet vun der Positionéierung vu ±0,003 mm. Dës Kombinatioun miniméiert d'thermesch Deformatioun a garantéiert eng konsequent Leeschtung beim schwéiere Schnëtt oder der Héichgeschwindegkeets-Veraarbechtung.
- 6. GSK980Tb3i BussystemDe GSK980Tb3i CNC-System benotzt eng High-Speed-Feldbusarchitektur fir Echtzäitkommunikatioun tëscht dem Controller, den Undriffsgeräter an de Peripheriegeräter. Schlësselfunktioune sinn:10,4 Zoll Faarf-LCD-Touchscreen mat intuitiver grafescher ProgramméierungsschnittstellËnnerstëtzung fir ISO-Code, parametresch Zyklen a personaliséiert Makro-B-ProgramméierungIntegréiert PLC fir I/O-Steierung (bis zu 256 Punkten) a Synchroniséierung vun HëllefsgeräterAdaptiv Zufuhrratekontroll a Spillkompensatioun fir fehlerfräi KonturéierungUSB/RS-485 Konnektivitéit fir Dateniwwerdroung an Ferndiagnostik
