









01




Высокадакладны такарны станок з ЧПУ з інструментальнай галоўкай і задняй бабкай
спецыфікацыя
| Праект | Спецыфікацыя | ГД46-400 | ГД52-450 | ГД52-600 | ||||
| Магутнасць апрацоўкі | Максімальны дыяметр павароту станіны | мм | 450 | 520 | 500 | |||
| Максімальны дыяметр павароту вежы | мм | 200 | 420 | 450 | ||||
| Максімальная даўжыня апрацоўкі | мм | 400 | 450 | 600 | ||||
| Максімальны дыяметр апрацоўкі прутка | мм | 46 | 62 | 74 | ||||
| Інсульт | Ход восі X | мм | 200 | 300 | 260 | |||
| Ход па восі Z | мм | 530 | 540 | 650 | ||||
| Верацень | Хуткасць | RPM | 4000 | 3000 | 2500 | |||
| Верацепадобны нос | А2-5/А2-6 | А2-8 | А2-8 | |||||
| Дыяметр адтуліны шпіндзеля | мм | 56 | 72/82 | 75/86 | ||||
| Унутраны дыяметр падшыпніка | мм | 85/90 | 130-190/110-170 | 130-190/110-170 | ||||
| Інструментальны пост | Форма інструментальнага слупка | Прамога тыпу мацавання | Прамога тыпу мацавання | 100-12 | ||||
| Колькасць устаноўленых інструментаў | адзінка | 8 | 8 | 12 | ||||
| вышыня хваставіка прамавугольнага інструмента | мм | 25 | 25 | 25 | ||||
| Дыяметр хваставіка расточнай планкі | мм | 32 | 32 | 32 | ||||
| Задняя бабка | Ход задняй бабкі | мм | 300 | 300 | 550 | |||
| Дыяметр гільзы задняй бабкі | мм | 75 | 75 | 75 | ||||
| Кануснасць адтуліны канічнай гільзы хваставога сядла | МТ.5 | МТ.5 | МТ.5 | |||||
| Ход гільзы задняй бабкі | мм | 100 | 100 | 100 | ||||
| Хуткасць падачы | Хуткая хуткасць падачы | м/мін | X:25 / Z:25 | X:30 / Z:30 | X:15 / Z:20 | |||
| Рухавік | Рухавік шпіндзеля (30 хвілін 60%/ бесперапынна) | кВт | 7.5/11 | 11 | 15 | |||
| Рухавік турэлі | кВт | - | - | - | ||||
| Рухавік падальнага вала | кВт | X: 1,5 / Z: 1,5 | X: 1,5 / Z: 1,5 | X: 1,5 / Z: 1,5 | ||||
| Рухавік гідраўлічнага помпы | кВт | 1,5 | 1,5 | 1,5 | ||||
| Рухавік з апрацоўчай вадкасцю | кВт | 0,4 | 0,3 | 0,4 | ||||
| Харчаванне | Блок харчавання | кВА | 11 | 18 гадоў | 18 гадоў | |||
| Ёмістасць бака | для гідраўлічнага абсталявання | Л | 50 | 60 | 60 | |||
| для змазачнага алею | Л | 2 | 2 | 2 | ||||
| для апрацоўчай вадкасці | Л | 60 | 100 | 100 | ||||
| Аб'ём станка | Вышыня машыны | мм | 1750 год | 1800 год | 1820 год | |||
| Вышыня ад зямлі да цэнтральнай лініі шпіндзеля | мм | 980 | 1050 | 1050 | ||||
| Плошча падлогі | мм х мм | 2200 х 1450 | 2280 х1600 | 2400 х 1750 | ||||
| Вага | кг | 2500 | 3500 | 4500 | ||||
апісанне прадукту

- 1. Інтэграваны корпус з суцэльнаметалічнай вечкамСтанок з ЧПУ мае трывалы маналітны чыгунны корпус, інтэграваны з цалкам металічнай вечкам, што забяспечвае выключную калянасць канструкцыі і гашэнне вібрацыі. Такая канструкцыя павышае стабільнасць і дакладнасць апрацоўкі, адначасова забяспечваючы поўную абарону ад пырскаў астуджальнай вадкасці, металічнай стружкі і знешніх забруджванняў. Бесшвоўны корпус таксама павышае бяспеку аператара, мінімізуючы ўздзеянне рухомых кампанентаў.
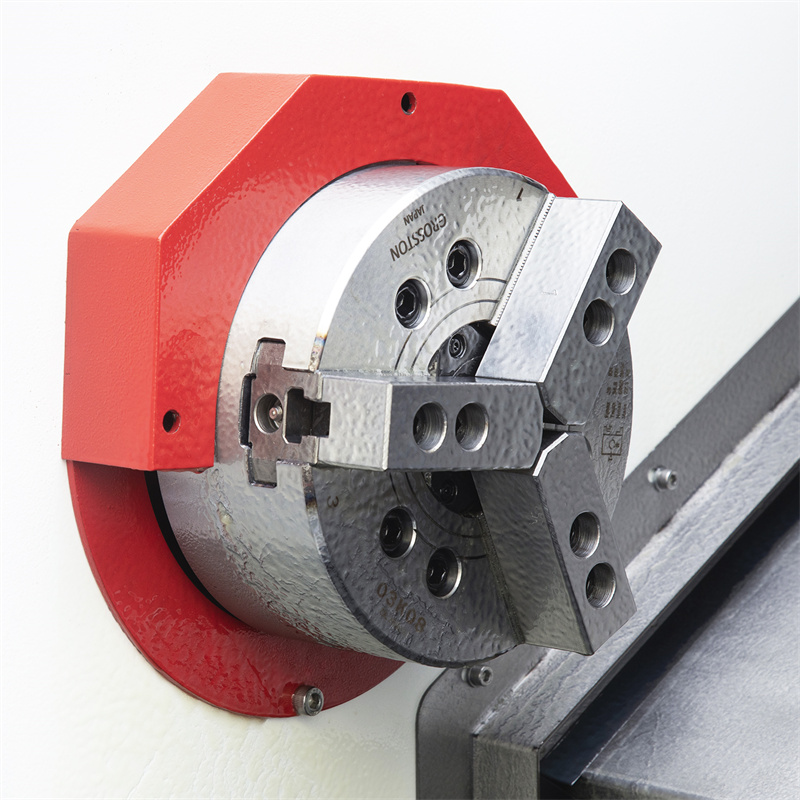
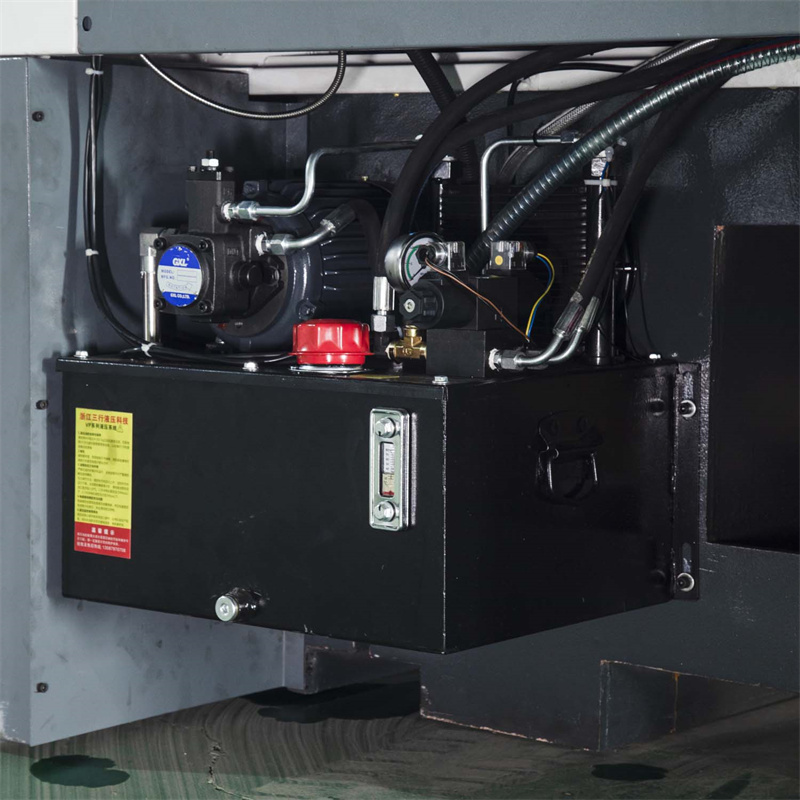
- 2. Сервашпіндзель з гідраўлічнай сістэмай заціску і задняй бабкайАбсталяваны шпіндзелем з высокім крутоўным момантам і сервапрывадам (звычайна 7,5–15 кВт), станок забяспечвае зменную хуткасць (напрыклад, 50–4500 абаротаў у хвіліну) для універсальнай апрацоўкі матэрыялаў. Гідраўлічная сістэма заціску забяспечвае хуткую і надзейную фіксацыю дэталі, скарачаючы час наладкі і паляпшаючы паўтаральнасць. Праграмуемая задняя бабка з ЧПУ (дадаткова з гідраўлічным або пнеўматычным прывадам) забяспечвае восевую падтрымку для доўгіх валаў або складаных дэталяў, што дазваляе збалансавана апрацоўваць тонкія кампаненты з дакладнасцю да мікроннага ўзроўню.
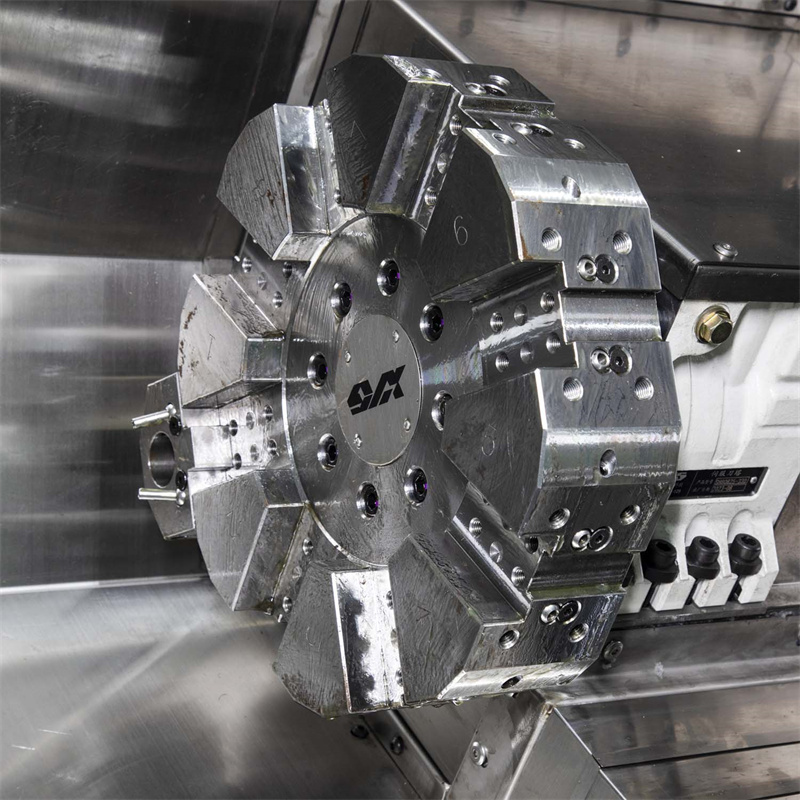
- 3. Рэвальверная галоўка на 8 або 12 станцыйМатарызаваная індэксаваная рэвальверная галоўка (8 або 12 станцый) дазваляе аўтаматычную змену інструментаў за ≤0,3 секунды, аптымізуючы прадукцыйнасць для шматаперацыйных працоўных працэсаў. Кожная станцыя змяшчае стандартныя трымальнікі інструментаў ISO/BT-40, апорныя свердзелы, канцавыя фрэзы, такарныя інструменты і спецыяльныя прыстасаванні. Серварухавістая сістэма пазіцыянавання рэвальвернай галоўкі дасягае вуглавой дакладнасці ±0,001°, забяспечваючы плаўны пераход паміж аперацыямі чарнавой апрацоўкі, чыставой апрацоўкі і наразання разьбы.
- 4. Дадатковы канвеер для стружкіСтужкавы канвеер з шарнірным прывадам (дадаткова) эфектыўна выдаляе стружку і смецце з зоны апрацоўкі, скарачаючы час прастою для ручной ачысткі. Дзякуючы прадукцыйнасці 80–120 кг/мін ён забяспечвае бесперапынную працу ў умовах вялікай вытворчасці. Модульная канструкцыя канвеера дазваляе інтэграваць яго з цэнтралізаванымі сістэмамі фільтрацыі астуджальнай вадкасці, што спрыяе чысціні працоўнага месца і яе рэцыркуляцыі.

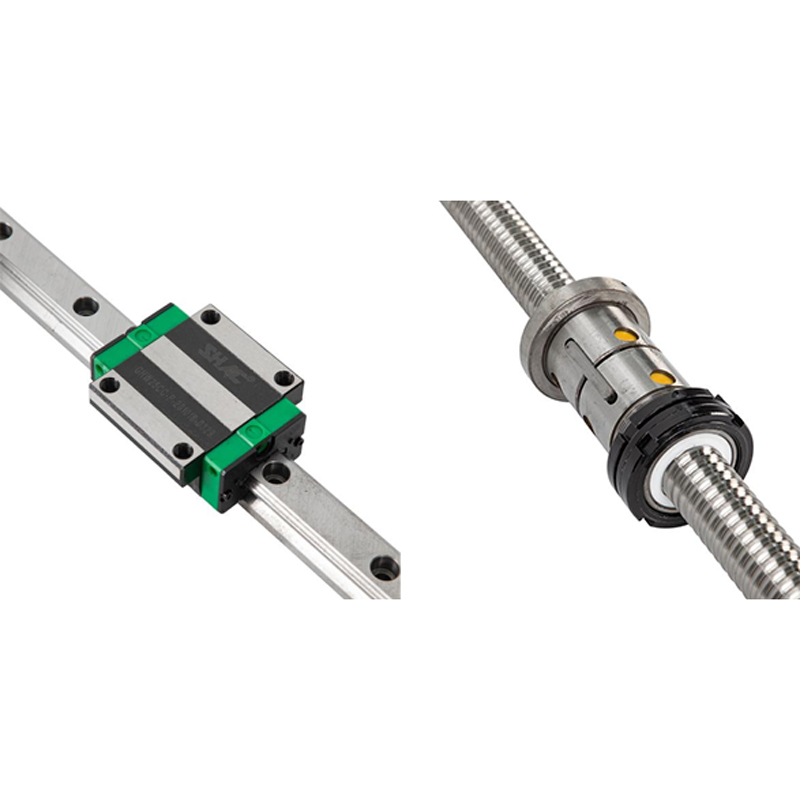
- 5. Нахільная станіна з шрубавым штурвалам і лінейнай накіроўвалай рэйкайНахільная канфігурацыя станіны 30°–45° аптымізуе адвод стружкі і забяспечвае найвышэйшую калянасць у параўнанні з канструкцыямі з плоскімі станінамі. У спалучэнні з шліфаванымі шарыкавымі шрубамі (клас дакладнасці C3/C5) і папярэдне нагружанымі лінейнымі накіроўвалымі (HIWIN або эквівалент) станок дасягае хуткасці хуткага перамяшчэння да 24 м/мін і паўтаральнасці пазіцыянавання ±0,003 мм. Гэта спалучэнне мінімізуе цеплавую дэфармацыю і забяспечвае стабільную прадукцыйнасць пры рэзцы ў цяжкіх умовах або хуткаснай чыставой апрацоўцы.
- 6. Сістэма шыны GSK980Tb3iСістэма ЧПУ GSK980Tb3i выкарыстоўвае высакахуткасную архітэктуру палявой шыны для сувязі ў рэжыме рэальнага часу паміж кантролерам, прывадамі і перыферыйнымі прыладамі. Асноўныя характарыстыкі ўключаюць:10,4-цалевы каляровы сэнсарны ВК-экран з інтуітыўна зразумелым графічным інтэрфейсам праграмаванняПадтрымка кода ISO, параметрічных цыклаў і карыстальніцкага макра-праграмавання BІнтэграваны ПЛК для кіравання ўводам/вывадам (да 256 кропак) і сінхранізацыі дапаможных прыладАдаптыўнае кіраванне хуткасцю падачы і кампенсацыя люфта для бездакорнай контурнай апрацоўкіПадключэнне USB/RS-485 для перадачы дадзеных і дыстанцыйнай дыягностыкі
