









01




Alta Preciza CNC-Tornilo kun Ilo-Gvattureto kaj Vosto-Kontrolo
specifo
| Projekto | Specifo | GD46-400 | GD52-450 | GD52-600 | ||||
| Maŝinado Kapacito | Maksimuma turniĝanta diametro de la lito | mm | 450 | 520 | 500 | |||
| Maksimuma turndiametro de la gvattureto | mm | 200 | 420 | 450 | ||||
| Maksimuma maŝinadlongo | mm | 400 | 450 | 600 | ||||
| Maksimuma diametro de maŝinado de stango | mm | 46 | 62 | 74 | ||||
| Apopleksio | X-aksa bato | mm | 200 | 300 | 260 | |||
| Z-aksa bato | mm | 530 | 540 | 650 | ||||
| Spindelo | Rapido | RPM | 4000 | 3000 | 2500 | |||
| Spindela nazo | A2-5/A2-6 | A2-8 | A2-8 | |||||
| Diametro de la spindela truo | mm | 56 | 72/82 | 75/86 | ||||
| Interna diametro de la birado | mm | 85/90 | 130-190/110-170 | 130-190/110-170 | ||||
| Ilo-Poŝto | Ilo-poŝta formularo | Rekte muntita tipo | Rekte muntita tipo | 100-12 | ||||
| Kvanto de instalita ilo | unuo | 8 | 8 | 12 | ||||
| la alto de la rektangula ilo-ŝafto | mm | 25 | 25 | 25 | ||||
| Diametro de borstango | mm | 32 | 32 | 32 | ||||
| Vostokontakto | Moulstock-bato | mm | 300 | 300 | 550 | |||
| Diametro de la vostŝlosilo | mm | 75 | 75 | 75 | ||||
| Konustruo de la vosta sidlokmaniko | MT.5 | MT.5 | MT.5 | |||||
| Mouldingo de la vostkontakto | mm | 100 | 100 | 100 | ||||
| Manĝiga rapido | Rapida manĝiga rapideco | m/min | X:25 / Z:25 | X:30 / Z:30 | X:15 / Z:20 | |||
| Motoro | Spindelmotoro (30min 60%/ kontinua) | kW | 7.5/11 | 11 | 15 | |||
| Tureta motoro | kW | - | - | - | ||||
| Manĝiga ŝaftomotoro | kW | X: 1.5 / Z: 1.5 | X: 1.5 / Z: 1.5 | X: 1.5 / Z: 1.5 | ||||
| Hidraŭlika pumpilo motoro | kW | 1.5 | 1.5 | 1.5 | ||||
| Motoro por tranĉfluido | kW | 0.4 | 0.3 | 0.4 | ||||
| Provizo de potenco | Potencoprovizo | kVA | 11 | 18 | 18 | |||
| Tanka kapacito | por hidraŭlika ekipaĵo | L | 50 | 60 | 60 | |||
| por lubrika oleo | L | 2 | 2 | 2 | ||||
| por tranĉfluido | L | 60 | 100 | 100 | ||||
| Maŝinila volumeno | Alto de maŝino | mm | 1750 | 1800 | 1820 | |||
| La alto de la grundo ĝis la centra linio de la spindelo | mm | 980 | 1050 | 1050 | ||||
| Etaĝa areo | mm x mm | 2200 x 1450 | 2280 x 1600 | 2400 × 1750 | ||||
| Pezo | kilogramoj | 2500 | 3500 | 4500 | ||||
produkta priskribo

- 1. Integra Korpo kun Tutmetala KovriloLa CNC-maŝino havas fortikan monolitan gisferan korpon integritan kun plena enfermita metala kovrilo, certigante esceptan strukturan rigidecon kaj vibradan malseketigon. Ĉi tiu dezajno plibonigas la stabilecon kaj precizecon de la maŝinado, samtempe provizante ampleksan protekton kontraŭ fridigaĵaj ŝprucoj, metalaj pecetoj kaj eksteraj poluaĵoj. La senjunta enfermaĵo ankaŭ plibonigas la sekurecon de la funkciigisto minimumigante la eksponiĝon al moviĝantaj komponantoj.
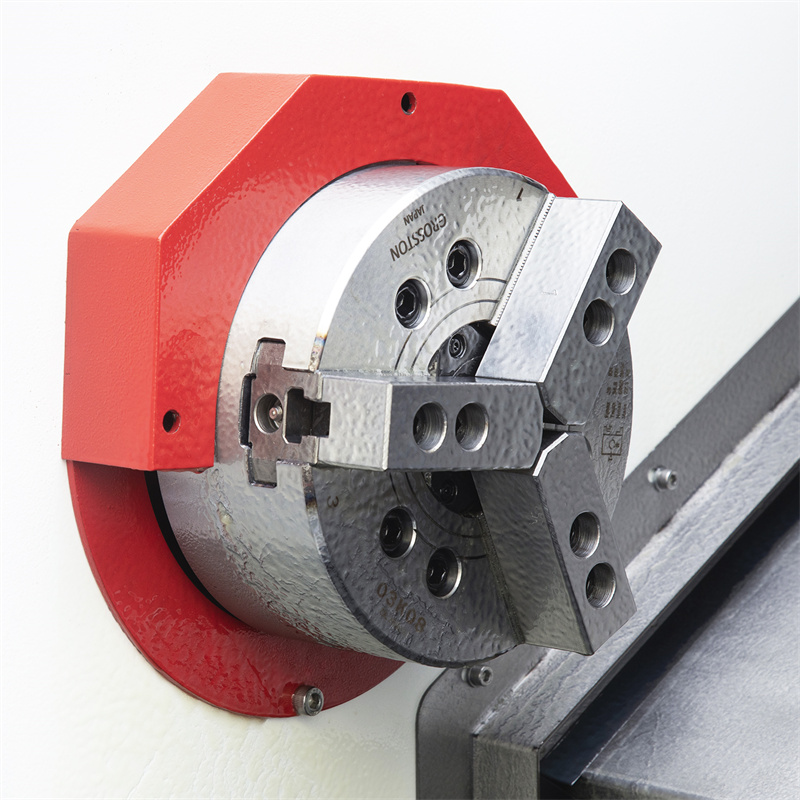
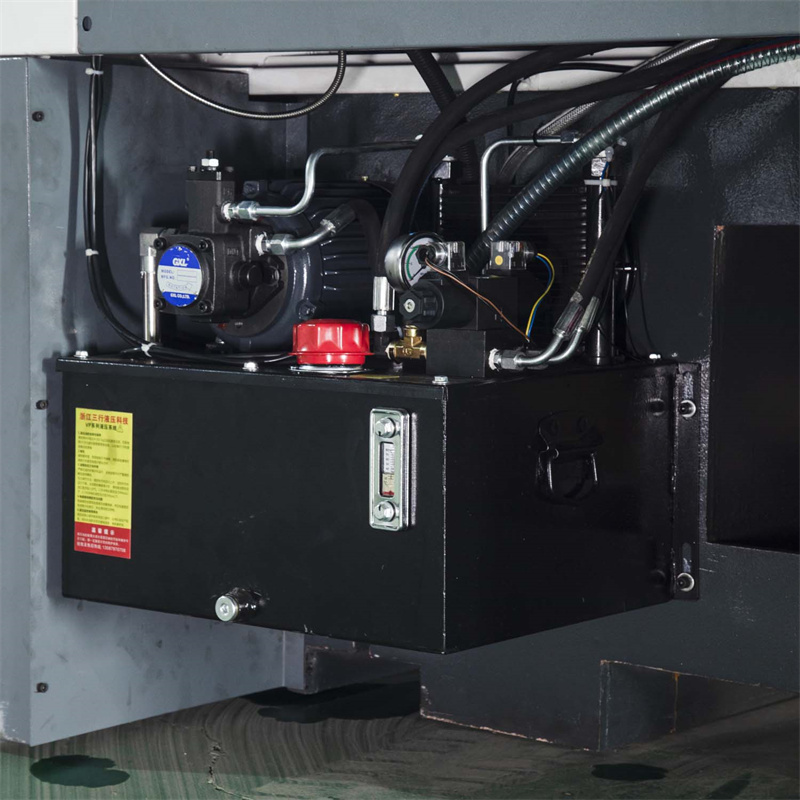
- 2. Servo-spindelo kun hidraŭlika fiksa sistemo kaj vostkontaktoEkipita per alt-tordmomanta servo-movita spindelo (tipe 7,5–15 kW), la maŝino liveras varian rapidon (ekz., 50–4 500 RPM) por multflanka materiala prilaborado. La hidraŭlika fiksa sistemo certigas rapidan kaj sekuran fiksadon de la laborpeco, reduktante la agordotempon kaj plibonigante ripeteblon. Programebla CNC-vostpeco (laŭvola hidraŭlika aŭ pneŭmatika funkciigo) provizas aksan subtenon por longaj ŝaftoj aŭ kompleksaj partoj, ebligante ekvilibran maŝinadon de maldikaj komponantoj kun mikrona precizeco.
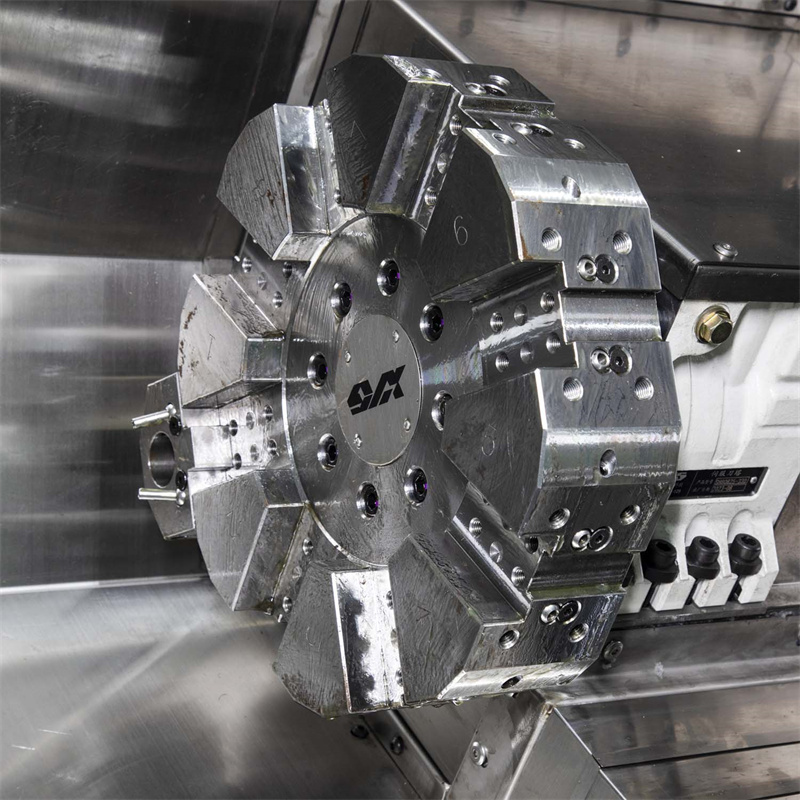
- 3. 8- aŭ 12-stacia ilgvatturetoMotorizita indeksa ilturo (8 aŭ 12 stacioj) permesas aŭtomatajn ilŝanĝojn en ≤0.3 sekundoj, optimumigante produktivecon por pluroperaciaj laborfluoj. Ĉiu stacio akomodas normajn ISO/BT-40 ilotenilojn, subtenante borilojn, finajn frezilojn, tornilojn kaj specialajn aldonaĵojn. La servo-movita poziciiga sistemo de la turo atingas angulan precizecon de ±0.001°, certigante senjuntajn transirojn inter malglata, finpolura kaj surfadeniga operacioj.
- 4. Laŭvola Ĉipo-TransportiloĈarnirita zono-speca ĉiztransportilo (laŭvola) efike forigas skrapilojn kaj rubon el la maŝinada areo, reduktante malfunkcitempon por mana purigado. Kun kapacito de 80–120 kg/min, ĝi subtenas kontinuan funkciadon en grandvolumenaj produktadmedioj. La modula dezajno de la transportilo permesas integriĝon kun centralizitaj malvarmigaj filtraj sistemoj, antaŭenigante laborejan purecon kaj malvarmigan recikladon.

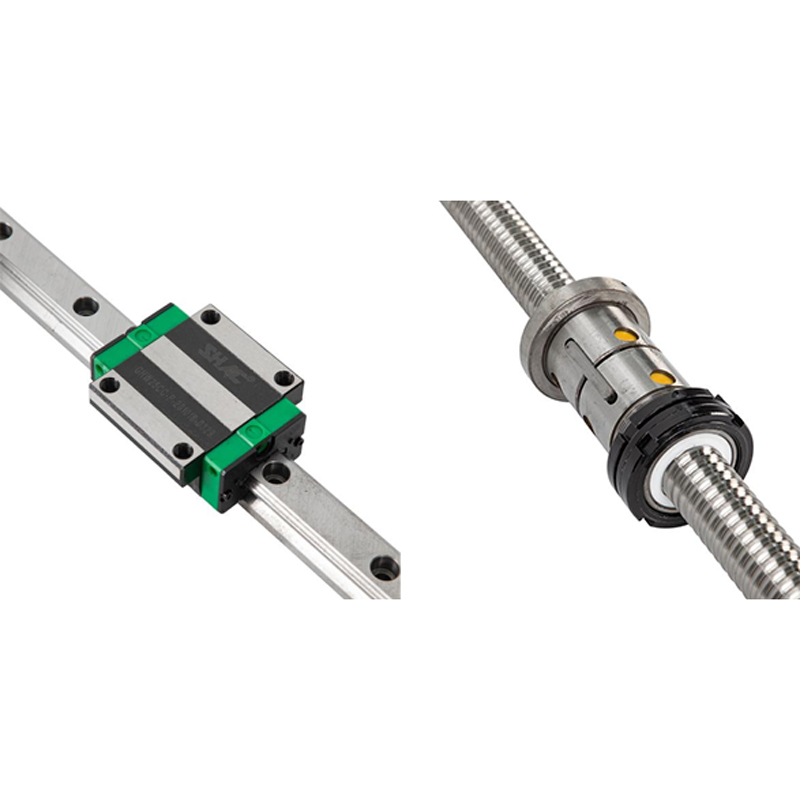
- 5. Oblikva Lito kun Ŝraŭba Plumbo kaj Lineara GvidreloLa konfiguracio de la oblikva plato je 30°–45° optimumigas la evakuadon de la pecetoj kaj provizas superan rigidecon kompare kun plataj plato-dezajnoj. Kombinita kun muelitaj globŝraŭboj (precizeco-grado C3/C5) kaj antaŭŝarĝitaj liniaj gvidiloj (HIWIN aŭ ekvivalento), la maŝino atingas rapidajn trairojn ĝis 24 m/min kaj poziciigan ripeteblon de ±0,003 mm. Ĉi tiu kombinaĵo minimumigas termikan deformadon kaj certigas konstantan rendimenton dum peza tranĉado aŭ altrapida finpolurado.
- 6. GSK980Tb3i BussistemoLa CNC-sistemo GSK980Tb3i uzas altrapidan kampbusan arkitekturon por realtempa komunikado inter la regilo, transmisiiloj kaj flankaparatoj. Ĉefaj trajtoj inkluzivas:10,4-cola kolora LCD-tuŝekrano kun intuicia grafika programinterfacoSubteno por ISO-kodo, parametrikaj cikloj, kaj kutima makro-B programadoIntegra PLC por I/O-kontrolo (ĝis 256 punktoj) kaj sinkronigado de helpaparatojAdapta antaŭenigo-kontrolo kaj kontraŭreago-kompenso por senerara konturadoUSB/RS-485 konektebleco por datumtransigo kaj malproksima diagnozo
