









0102030405

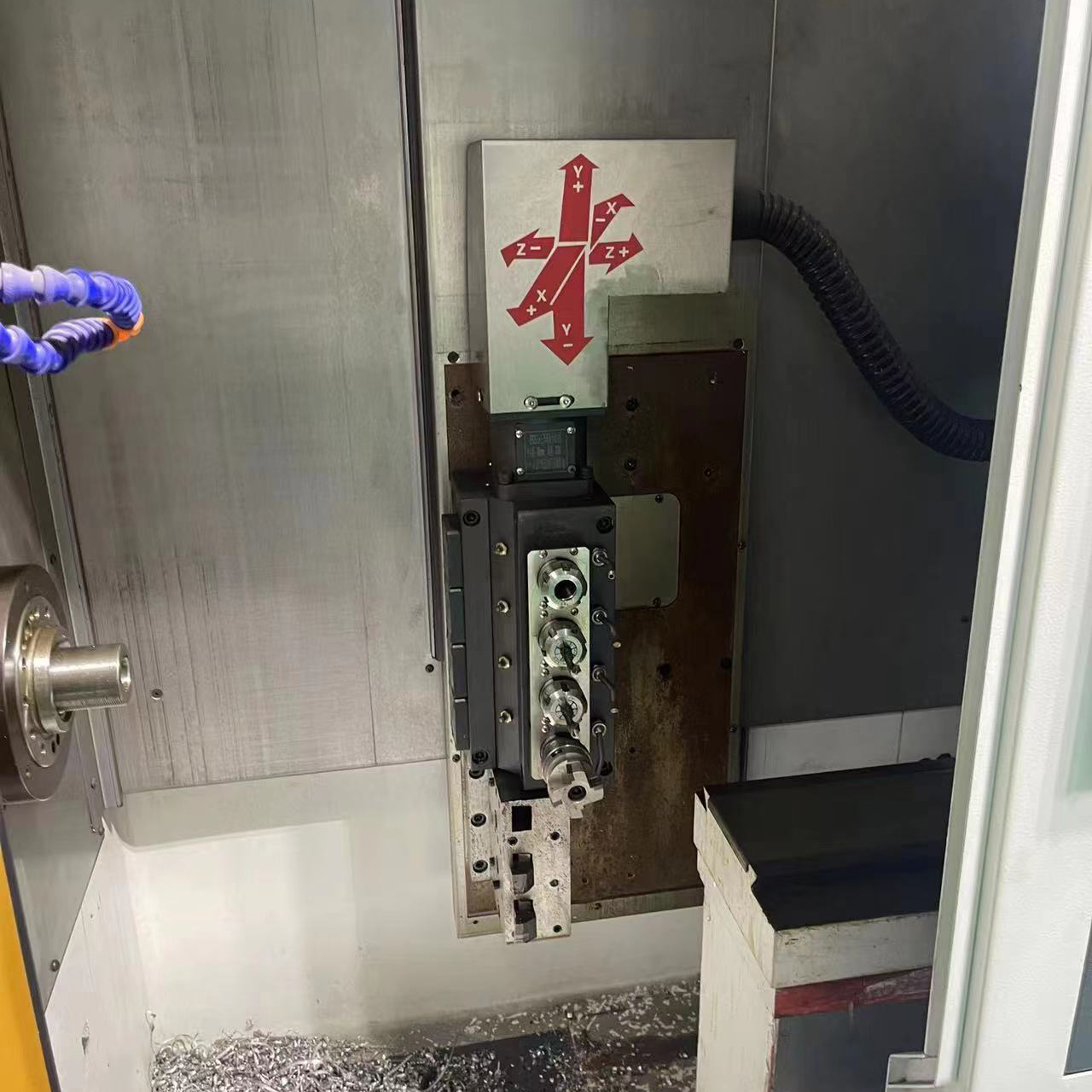
5-осевой токарный станок, фрезерный станок с числовым программным управлением
Технологический параметр
| Емкость | |||||||||
| Максимальный диаметр поворота над поверхностью | 360 мм | ||||||||
| Максимальный диаметр поворота над башней | 180 мм | ||||||||
| Максимальный диаметр обработки | 360 мм | ||||||||
| Максимальная длина обработки | 400 мм | ||||||||
| Конусность переднего отверстия шпинделя | 44° | ||||||||
| Высота от инструментальной стойки до центра шпинделя | 400 мм | ||||||||
| Ход оси | |||||||||
| ход по оси X | 680 мм | ||||||||
| ход по оси Y | 320 мм | ||||||||
| ход по оси Z | 220 мм | ||||||||
| Шпиндель | |||||||||
| Скорость вращения шпинделя | 1-6000 об/мин | ||||||||
| Ошибка индексации шпинделя на 360° | 0,018° | ||||||||
| Веретенообразный нос | А2-5 | ||||||||
| Диаметр отверстия | 46 мм | ||||||||
| Мощность шпинделя | 7,5 кВт | ||||||||
| Точность | |||||||||
| Точность обработки | |||||||||
| Повторяющаяся точность позиционирования | |||||||||
| Подставка для ножа | |||||||||
| Форма для размещения объявления о инструменте | 6-станционная автобусная сервобашня | ||||||||
| Высота прямоугольного стержня | 20 мм | ||||||||
| Диаметр рукоятки расточного стержня | 20 мм | ||||||||
| Кормление | |||||||||
| Быстрая подача шпинделя X | 20 м/мин | ||||||||
| Быстрая подача на Y-шпиндель | 18 м/мин | ||||||||
| Z-шпиндель, быстрая подача | 24 м/мин | ||||||||
| Мотор | |||||||||
| шпиндельный двигатель | 7,5 кВт | ||||||||
| Двигатель гидравлического насоса | 0,75 кВт | ||||||||
| Двигатель насоса смазочно-охлаждающей жидкости | 0,12 кВт | ||||||||
| Источник питания электропитания | 380 В | ||||||||
| Объем машины | |||||||||
| Площадь пола (стандартная комплектация) X3 | 1750 x 1400 x 1850 мм x мм | ||||||||
| масса | 1800 кг | ||||||||
Описание продукта

- 1. Система ЧПУ-управления
Станок использует систему управления Syntec, которая позволяет выполнять высокотехнологичные задачи обработки металла. Она обеспечивает точное управление процессом резки. Эта система объединяет передовые вычислительные технологии с механическими операциями, обеспечивая исключительную точность и эффективность. Блок управления ЧПУ оснащен удобным интерфейсом, позволяющим операторам вводить и управлять сложными программными последовательностями. Он включает в себя мощный программный пакет, способный выполнять сложные операции обработки в 2D и 3D режимах. Благодаря мониторингу в реальном времени и адаптивному управлению система обеспечивает бесперебойную работу станка, высокое качество резки и исключительную стабильность производства.
- 2. Гидравлический зажим с цангой и задней бабкой
Гидравлический зажим — это современный механизм, используемый для фиксации заготовок во время обработки. Система использует цангу, представляющую собой прецизионный зажим, надежно удерживающий заготовку. Цанга приводится в действие гидравлически, обеспечивая прочную и надежную фиксацию без повреждения заготовки. Кроме того, задняя бабка, представляющая собой скользящую опорную конструкцию, также управляется гидравлически. Она может регулироваться для работы с заготовками различной длины и обеспечивает дополнительную поддержку для устойчивости во время процесса резки, гарантируя точность и аккуратность. 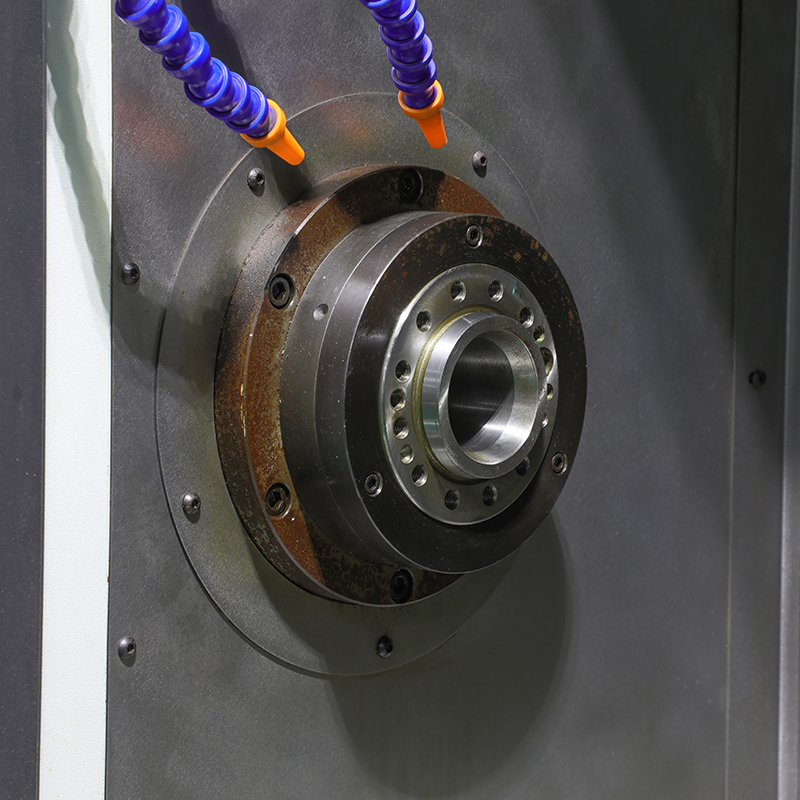
3,4+4 оси Y, силовая головка и 6-позиционная сервоприводная инструментальная револьверная головка
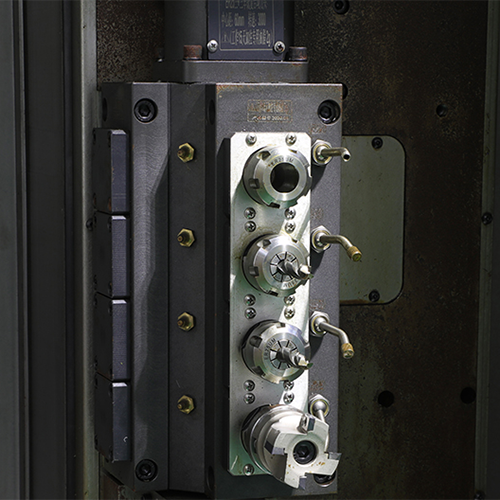

Уникальной особенностью станка является 4+4-осевая силовая головка по оси Y, повышающая его универсальность и производительность. Эта конструкция состоит из двух независимых направляющих по оси Y, каждая из которых оснащена восемью режущими станциями. Это позволяет выполнять фрезерование как в радиальном, так и в осевом направлении, эффективно расширяя возможности станка по выполнению сложных операций. Ключевым компонентом, повышающим эффективность и гибкость станка, является 6-позиционная сервоприводная инструментальная револьверная головка. Эта головка оснащена шестью инструментальными станциями, каждая из которых способна удерживать различные инструменты для выполнения разнообразных операций резки.
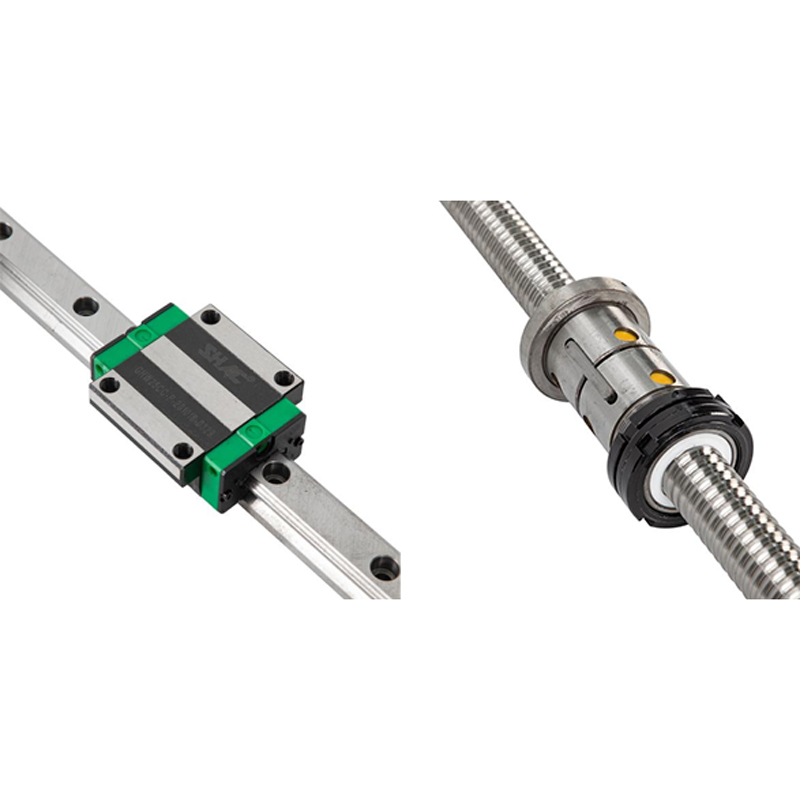
- 4. Прикрутите направляющую и линейную направляющую.Система линейных направляющих, работающая совместно с винтовым механизмом, обеспечивает стабильную и точную поддержку движущихся частей станка. Эти направляющие изготовлены из высококачественных материалов и спроектированы таким образом, чтобы минимизировать трение и противостоять износу даже при больших нагрузках и высоких скоростях, возникающих во время обработки. Направляющие обычно оснащены шариковыми подшипниками, обеспечивающими низкое трение и высокую жесткость, что позволяет станку поддерживать жесткие допуски и обеспечивать превосходное качество поверхности.
- 5. Электрический шпиндель
Электрический шпиндель — это сердце режущей способности станка, обеспечивающее мощность и точность, необходимые для выполнения различных операций механической обработки. Это высокоскоростной двигатель, установленный непосредственно на станке, который вращает режущий инструмент для удаления материала с заготовки. Электрический шпиндель разработан для высокой производительности, с акцентом на скорость, мощность и точность. 