









0102030405

5-Achs Dréibankmaschinn computer numeresch gesteiert Fräsmaschinn
Technologieparameter
| Kapazitéit | |||||||||
| Maximalen Dréidurchmesser iwwer dem Bett | 360mm | ||||||||
| Maximalen Dréidurchmesser iwwer dem Tuerm | 180mm | ||||||||
| Maximalen Duerchmiesser vun der Bearbeitung | 360mm | ||||||||
| Maximal Veraarbechtungsdauer | 400mm | ||||||||
| Konus vum viischte Lach vun der Spindel | 44° | ||||||||
| D'Héicht vum Werkzeugspost bis zum Spindelzentrum | 400mm | ||||||||
| De Schlag vun der Achs | |||||||||
| X-Achs-Schlag | 680mm | ||||||||
| Y-Achs-Schlag | 320mm | ||||||||
| Z-Achs-Héicht | 220mm | ||||||||
| Spindel | |||||||||
| Spindelgeschwindegkeet | 1-6000 U/min | ||||||||
| De 360° Indexéierungsfehler vun der Spindel | 0,018° | ||||||||
| Spindelnues | A2-5 | ||||||||
| Lachduerchmiesser | 46mm | ||||||||
| Spindelleistung | 7,5 kW | ||||||||
| Präzisioun | |||||||||
| Bearbechtungspräzisioun | |||||||||
| Widderhuelungspräzisioun vun der Positionéierung | |||||||||
| Messerstëtz | |||||||||
| Formulaire fir d'Post vum Tool | 6-Statiounsbus-Servotuerm | ||||||||
| Héicht vum rechteckege Schaft | 20mm | ||||||||
| Duerchmiesser vum Grëff vum Buerstang | 20mm | ||||||||
| Fütterung | |||||||||
| X-Spindel-Schnellzufuhr | 20m/Minutt | ||||||||
| Y-Spindel Schnellzufuhr | 18 m/Minutt | ||||||||
| Z-Spindel Schnellzufuhr | 24 m/Minutt | ||||||||
| Motor | |||||||||
| Spindelmotor | 7,5 kW | ||||||||
| Hydraulikpompelmotor | 0,75 kW | ||||||||
| Motor vun der Schneidflëssegkeetspompel | 0,12 kW | ||||||||
| Stroumversuergung elektresch | 380V | ||||||||
| Maschinnvolumen | |||||||||
| Buedemfläch (Standardspezifikatioun) X3 | 1750 x 1400 x 1850 mm x mm | ||||||||
| Gewiicht | 1800 kg | ||||||||
Produktbeschreiwung

- 1. CNC Kontrollsystem
D'Maschinn benotzt de Syntec Bus-Kontrollsystem, deen héich komplex Aufgaben an der Metallveraarbechtung erfëlle kann. Et erméiglecht eng präzis Kontroll vum Schnëttprozess. Dëst System integréiert fortgeschratt Rechentechnologie mat mechaneschen Operatiounen fir aussergewéinlech Genauegkeet an Effizienz ze garantéieren. D'CNC-Kontrolleenheet ass mat enger benotzerfrëndlecher Interface ausgestatt, déi et de Bedreiwer erméiglecht, komplex Programméierungssequenzen anzeginn a verwalten. Si huet eng robust Software-Suite, déi fäeg ass, komplex 2D- an 3D-Bearbechtungsoperatiounen auszeféieren. Mat Echtzäit-Iwwerwaachung an adaptiven Kontrollméiglechkeeten garantéiert de System, datt d'Maschinn reibungslos funktionéiert, héichqualitativ Schnëtt an aussergewéinlech Konsistenz an der Produktioun liwwert.
- 2. Hydraulescht Klemmen mat Spannzangen a Schwanzstock
Hydraulesch Klemmung ass e modernste Mechanismus, deen benotzt gëtt fir Werkstécker während dem Bearbechtungsprozess ze fixéieren. De System benotzt eng Spannzangen, eng präzis Klemm, déi d'Werkstéck sécher gräift. D'Spannzangen gëtt hydraulesch aktivéiert, wat e staarken an dauerhaften Halt garantéiert, ouni d'Werkstéck ze beschiedegen. Zousätzlech ass d'Scheifstock, déi eng rutschend Ënnerstëtzungsstruktur ass, och hydraulesch gesteiert. Si kann ugepasst ginn, fir verschidde Längt vun de Werkstécker z'erreechen, a bitt zousätzlech Ënnerstëtzung fir Stabilitéit während dem Schnëttprozess, wat Präzisioun a Genauegkeet garantéiert. 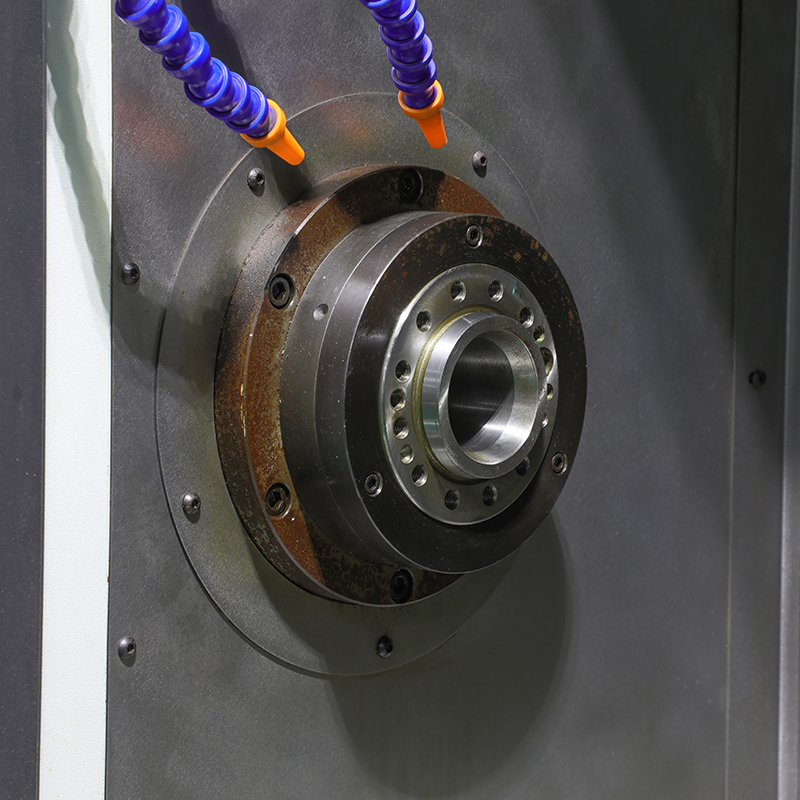
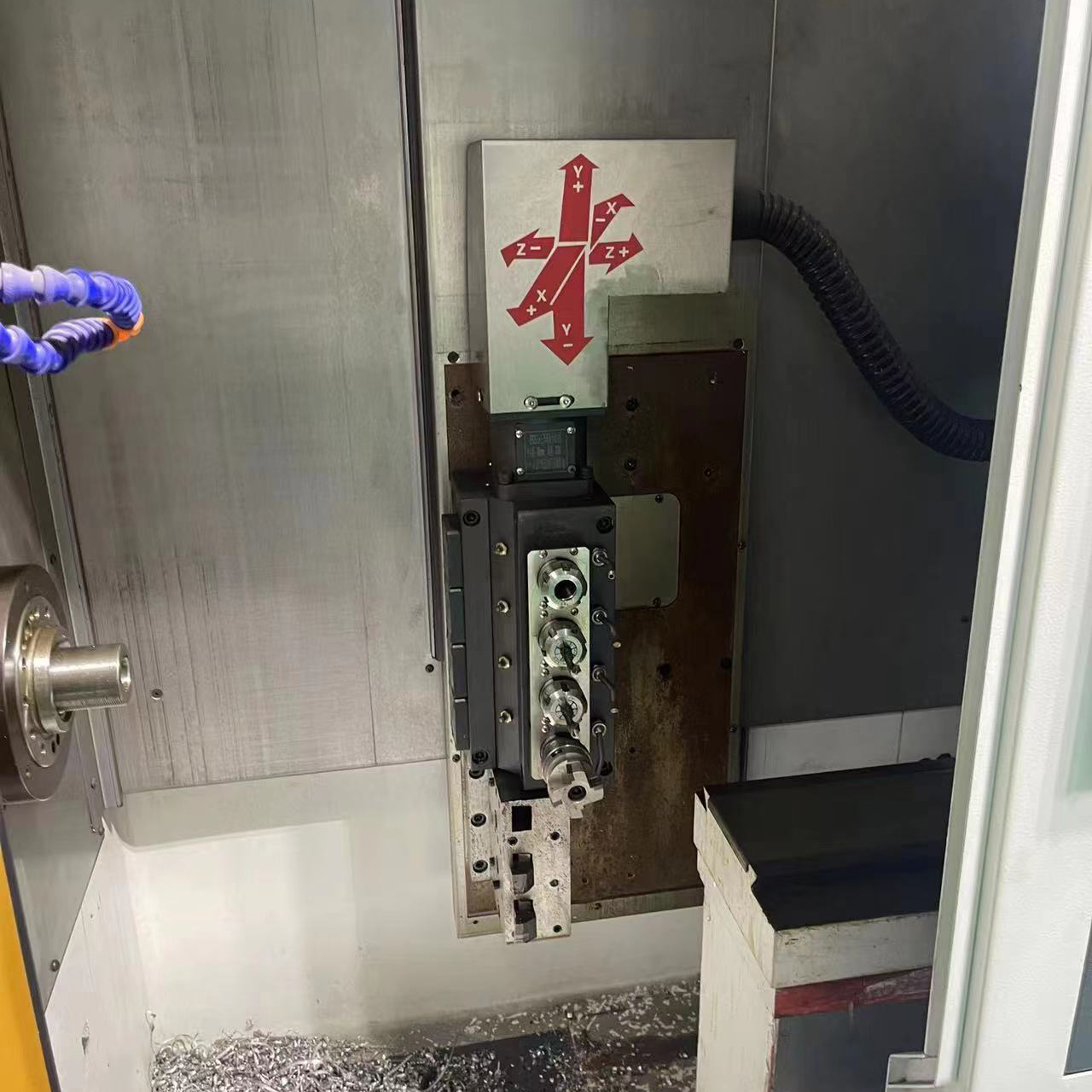
3,4+4 Y-Achs Power Head & 6 Station Servo Tool Turret
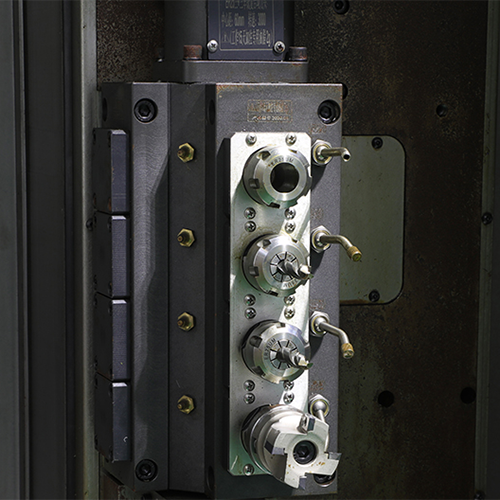

De 4+4 Y-Achs-Kraaftkapp ass eng eenzegaarteg Feature, déi d'Villsäitegkeet an d'Produktivitéit vun der Maschinn verbessert. Dësen Design besteet aus zwou onofhängege Y-Achs-Schinnen, déi all mat aacht Schnëttstatiounen ausgestatt sinn. Dëst erlaabt Fräsbetriber a radialer an axialer Richtung, wat d'Fäegkeet vun der Maschinn fir komplex Operatiounen effektiv erhéicht. Den 6-Statiouns-Servo-Tooltuerm ass eng Schlësselkomponent, déi d'Effizienz an d'Flexibilitéit vun der Maschinn erhéicht. Dësen Tuerm ass mat sechs Toolstatiounen ausgestatt, déi all fäeg sinn en anert Tool fir eng Vielfalt vu Schnëttbetriber ze halen.
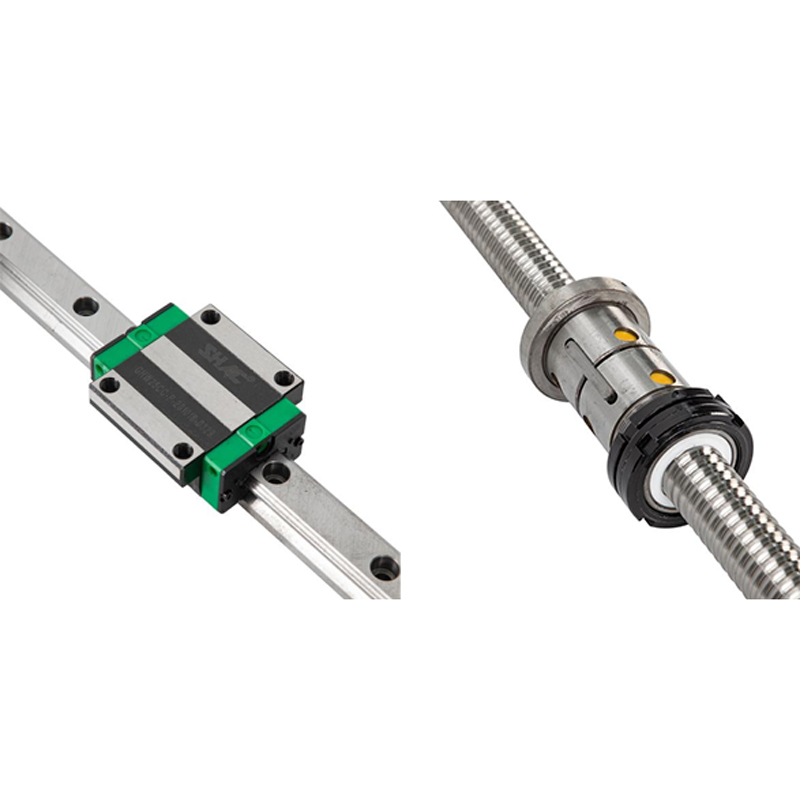
- 4. Schraufleitung a linear FührungsschinnDe lineare Führungsschinnesystem, deen zesumme mat der Schraufleitung funktionéiert, bitt eng stabil an präzis Ënnerstëtzung fir déi bewegend Deeler vun der Maschinn. Dës Schinne si aus héichwäertege Materialien hiergestallt a si sou konzipéiert, datt se Reibung miniméieren a Verschleiung widderstoen, och ënner schwéiere Belaaschtungen an héije Geschwindegkeeten, déi während der Bearbechtung optrieden. D'Führungsschinne si typescherweis mat ëmlafende Kugellager ausgestatt, déi eng niddreg Reibung an eng héich Steifheet bidden, sou datt d'Maschinn eng enk Toleranz behält a super Uewerflächenofschloss liwwert.
- 5. Elektresch Spindel
Déi elektresch Spindel ass d'Häerz vun der Schnëttkapazitéit vun der Maschinn a liwwert d'Kraaft a Präzisioun, déi néideg sinn, fir eng Vielfalt vu Bearbechtungsoperatiounen auszeféieren. Et ass e Schnellmotor, deen direkt op der Maschinn montéiert ass a d'Schnëttinstrument rotéiert fir Material aus dem Werkstéck ze entfernen. Déi elektresch Spindel ass fir héich Leeschtung entwéckelt, mat engem Fokus op Geschwindegkeet, Kraaft a Präzisioun. 