








0102





CNC tornu makina astunak kontrapuntuarekin
Produktuen bideoa
Teknologiaren parametroa
| Parametroa | ESPEZIFIKAZIOAK | Unitateak | CK6140 | CK6150 | CK6180 |
| Mekanizazio-ahalmena | Ohearen gaineko biraketa-diametro maximoa | mm | 400 | 500 | 800 |
| Gehienezko biraketa-diametroa dorrearen gainean | mm | 200 | 250 | 480 | |
| Lanaren gehienezko luzera | mm | 750/1000/1500/2000 | 850/1000/1500/2000 | 1000/1500/2000/3000 | |
| Barra mekanizatzeko gehienezko diametroa | mm | 42 | 72 | 95 | |
| Ardatzaren zuloaren diametroa | mm | 52 | 82 | 105 | |
| X-ren gehienezko ibilaldia | mm | 300 | 300 | 420 | |
| Z-ren gehienezko ibilbidea | mm | 750/1000/1500/2000 | 850/1000/1500/2000 | 1000/1500/2000/3000 | |
| Energia-sistema | Ardatzaren gehienezko abiadura | bira minutuko | 2000 | 12-1600 | 40-125/110-350/290-950 |
| Ardatzaren motorra | KW | 5.5 | 7.5 | 11 | |
| Tresna-postea | Tresna-kirten angeluzuzenaren sekzioaren altuera | mm | 20 | 25 | 32 |
| Kontrapuntu | Mahukaren diametroa | mm | 65 | 75 | 120 |
| Mahukaren konikotasuna | MT 4 | MT 5 | MT 6 | ||
| Mahuka-bidaia | mm | 140 | 140 | 250 | |
| Zehaztasuna | Errepikapenaren kokapenaren zehaztasuna | mm | 0,01 | 0,01 | 0,01 |
| Mekanizazio zehaztasuna | mm | 0,01 | 0,01 | 0,01 | |
| Ardatzaren taupada | mm | 0,01 | 0,01 | 0,01 | |
| Beste | Makinaren pisua | kg | 1500/1600/1800/2000 | 2800/2900/3300/3700 | 4800/5200/5600/6200 |
| Makinaren tamaina | mm | 2200/2500/3000/3500*1500*1800 | 2600/2850/3350/3850*1500*1800 | 3500/3900/4300/5200*2000*1900 |
Itxura eta Ezaugarriak
1. Makinaren buruaren kaxa eta ohea, kontrapuntua, paleta eta bestelako juntura-gainazalak eskuz urratu eta leundu egiten dira, eta makina osoa probatzen da, Z ardatzaren eta X ardatzaren kokapen-zehaztasuna, errepikapen-kokapenaren zehaztasuna, alderantzizko tartea eta makina-erremintaren egonkortasuna eraginkortasunez bermatuz.
2. Makina-erremintak burdinurtuzko erresistentzia handiko eta gida-errail gogorrak erabiltzen ditu, higadura-erresistentzia eta egonkortasun handikoak.
3. Makina-erremintaren ardatzak propietate handiko errodamenduak erabiltzen ditu, eta makina-erremintaren engranajeek zehaztasun handiko artezketa erabiltzen dute, eta horrek engranajeen gogortasuna hobetzen du eta makina-erremintaren zarata murrizten du.
4. Makina-erremintak, Z ardatzeko bola-torlojuak eta X ardatzeko bola-torlojuak trakzio-egitura bat hartzen dute, eta horrek piezaren kanpoko zirkuluaren eta barneko zuloaren tamainaren zehaztasuna hobetzen du.
Konfigurazioaren sarrera
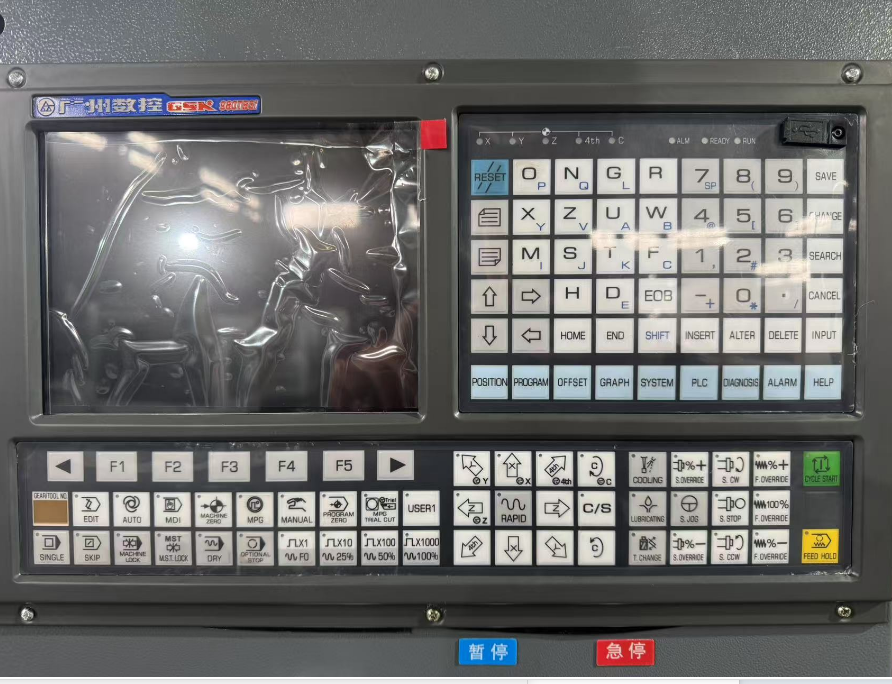
- 1.CNC Kontrol Sistema
GSK980TB3i bus sistema Guangzhou CNC Equipment Co., Ltd.-k garatutako CNC sistema errendimendu handikoa da. Sistemak kontrol algoritmo aurreratuak eta abiadura handiko prozesadoreak erabiltzen ditu abiadura handiko eta zehaztasun handiko prozesatzeko kontrola lortzeko. Ardatz anitzeko lotura kontrola onartzen du eta pieza konplexuen prozesatzeko eskakizunak bete ditzake. Funtzio aberatsak ditu, hala nola erremintaren erradioaren konpentsazioa, erremintaren luzeraren konpentsazioa, atzerakada konpentsazioa, pitch errorearen konpentsazioa, etab. Makro programazioa, simulazio grafikoa, lineako prozesamendua eta beste funtzio batzuk ere onartzen ditu, erabiltzaileek programatu eta erabiltzeko erosoak direnak.
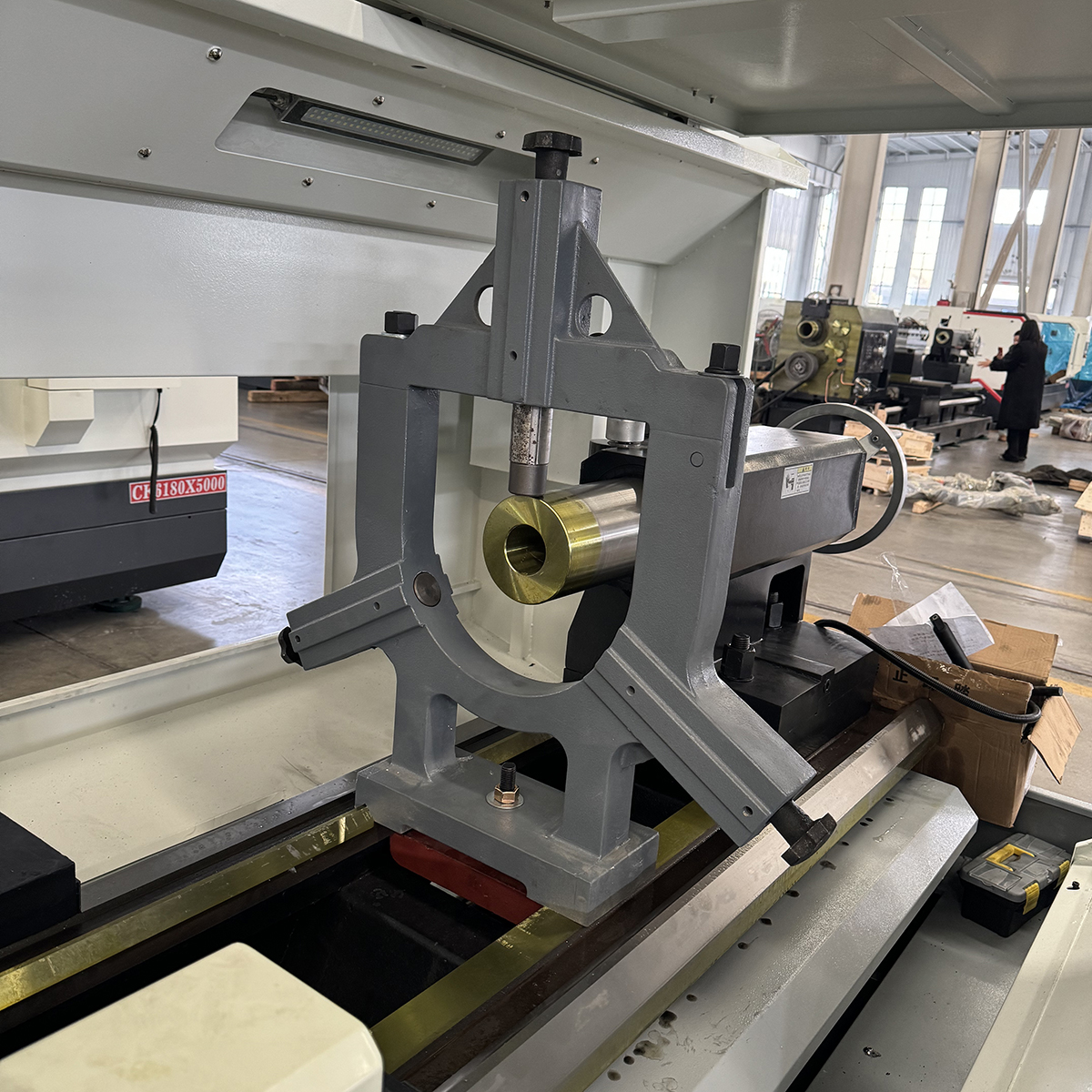
2. Eskuzko txirrika eta kontrapuntua
Konfigurazio estandarrak eskuzko txurra eta kontrapuntu erabiltzen ditu, egitura sinplea, malgutasun handia, finkatze-indar handia, zehaztasun handia, kostu baxua, aplikazio-eremu zabala eta funtzionamendu erraza dituztenak.
-
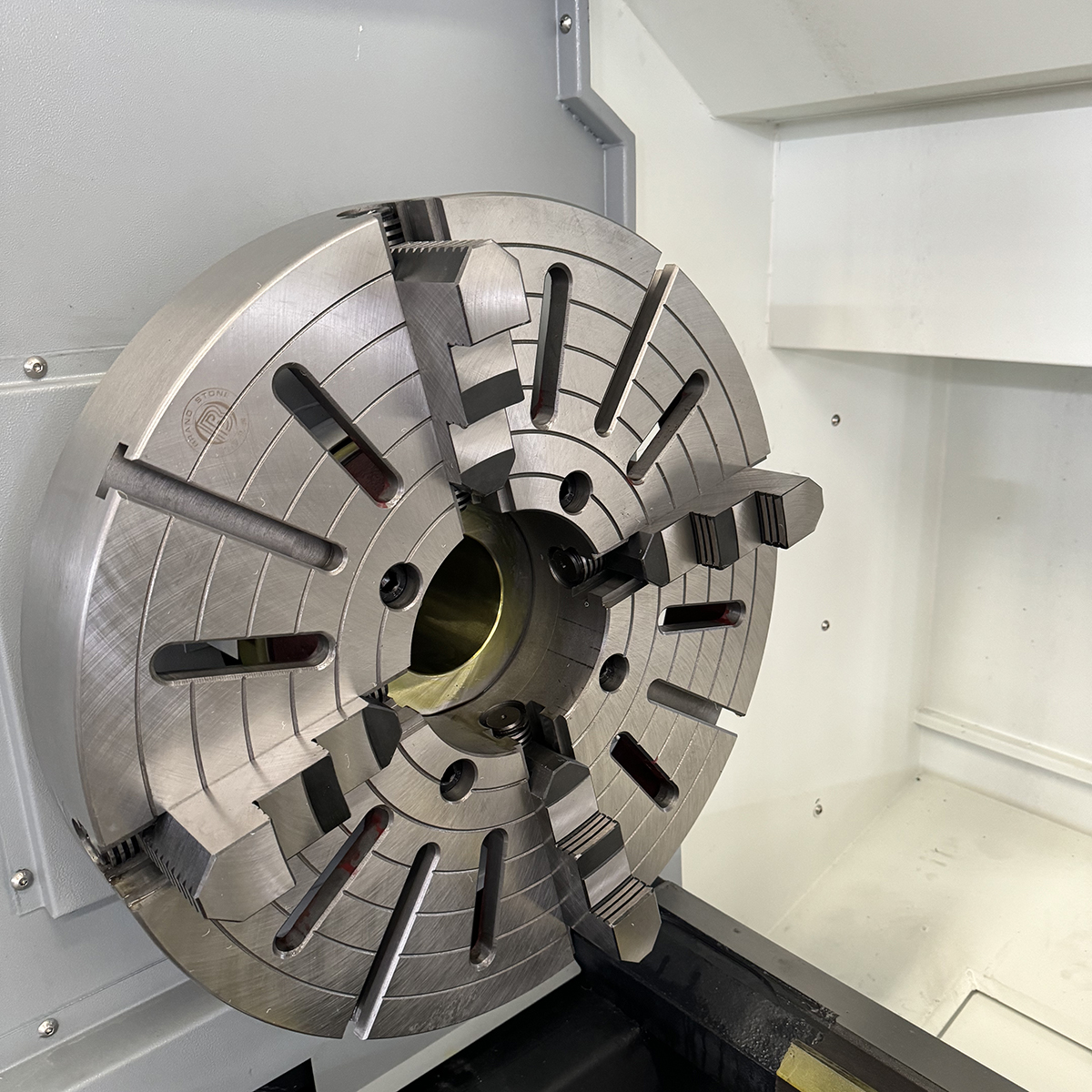
 CK6140, CK6150 hiru atzaparreko eskuzko txirbilarekin
CK6140, CK6150 hiru atzaparreko eskuzko txirbilarekin -
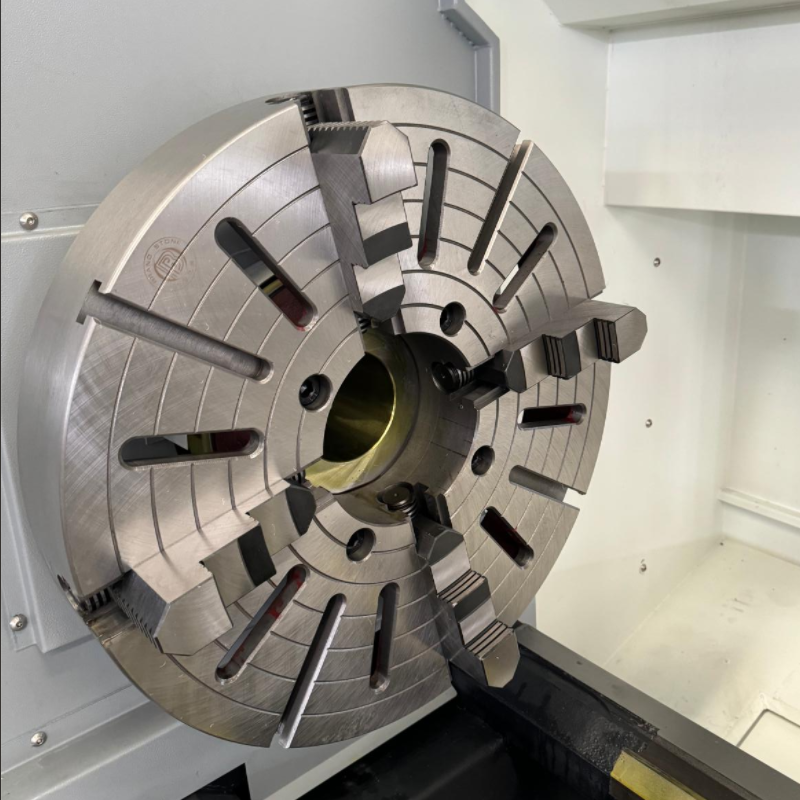 CK6180 lau atzaparreko eskuzko txirrika duena
CK6180 lau atzaparreko eskuzko txirrika duena
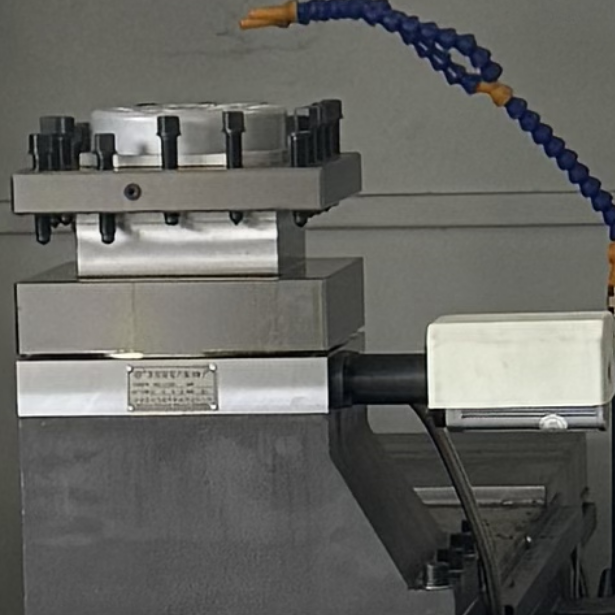
- Eskuzko kontrapuntua malgutasunez doi daiteke prozesatzeko beharren arabera. Heldulekua biratuz, kontrapuntuaren mahuka aurrera eta atzera mugitu daiteke kontrapuntuaren gorputzean erdigunearen eta piezaren arteko distantzia doitzeko. Gainera, kontrapuntua ezkerrera eta eskuinera ere mugi daiteke tornuaren ohean luzera desberdineko piezak hartzeko.

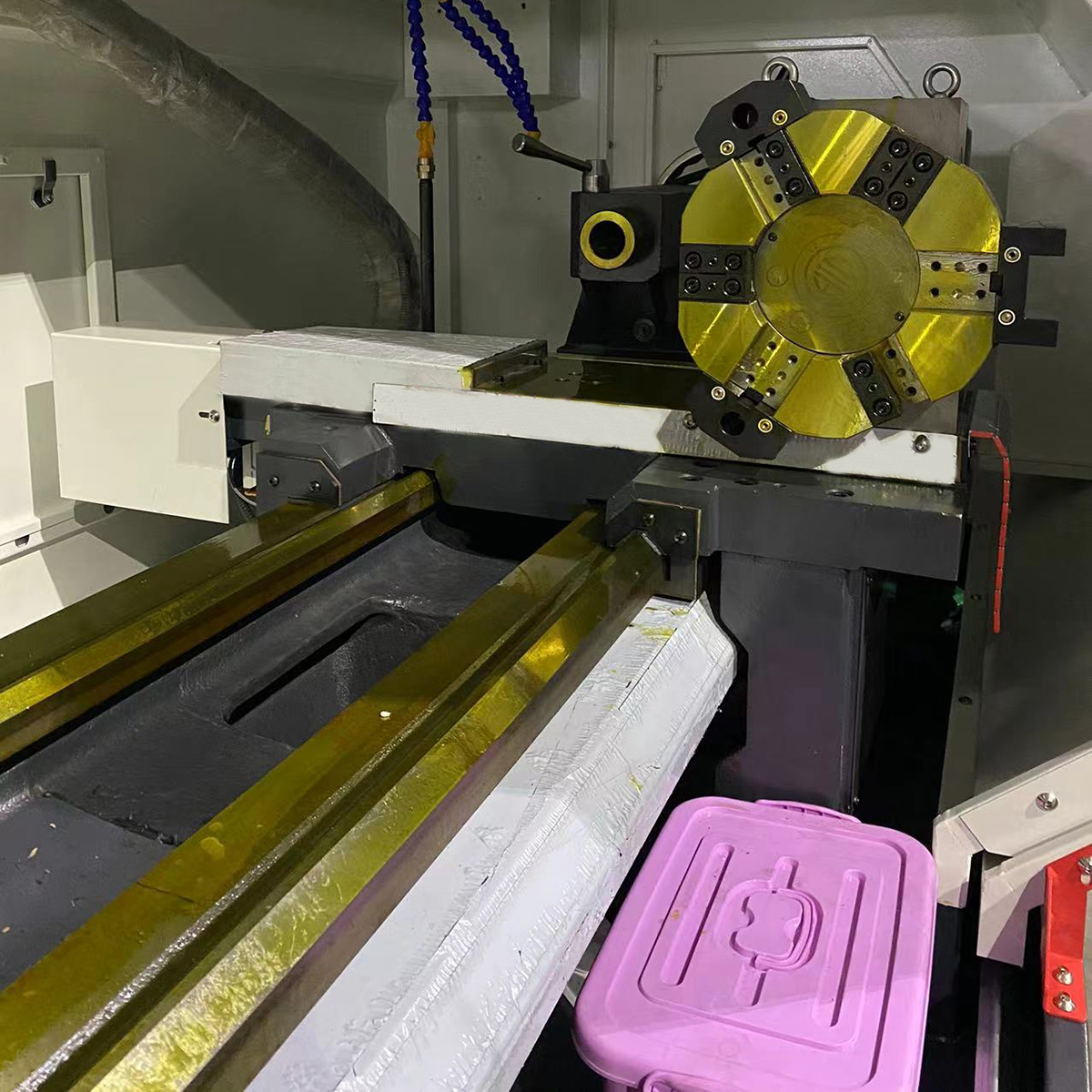
- 3,4 estazioko tresna elektrikoen zutoina
4 estazioko tresna elektrikoen euskarriak 4 tresna instala ditzake. Kontrol elektrikoaren bidez, tresnak automatikoki alda daitezke eta tresna aldatzeko abiadura azkarra da, eta horrek prozesatzeko eraginkortasuna hobetzen du.