








0102





Kraftig CNC-svarv med bakdocka
Produktvideo
Teknikparameter
| Parameter | SPECIFIKATIONER | Enheter | CK6140 | CK6150 | CK6180 |
| Bearbetningskapacitet | Maximal vriddiameter över bädden | mm | 400 | 500 | 800 |
| Maximal vriddiameter över tornet | mm | 200 | 250 | 480 | |
| Maximal arbetsstyckeslängd | mm | 750/1000/1500/2000 | 850/1000/1500/2000 | 1000/1500/2000/3000 | |
| Maximal diameter på stångbearbetning | mm | 42 | 72 | 95 | |
| Spindelhålets diameter | mm | 52 | 82 | 105 | |
| Maximal slaglängd på X | mm | 300 | 300 | 420 | |
| Maximal slaglängd för Z | mm | 750/1000/1500/2000 | 850/1000/1500/2000 | 1000/1500/2000/3000 | |
| Kraftsystem | Spindelns maximala spindelhastighet | r/min | 2000 | 12-1600 | 40-125/110-350/290-950 |
| Spindelmotor | KW | 5,5 | 7,5 | 11 | |
| Verktygsstolpe | Höjd på rektangulär verktygsskaftsektion | mm | 20 | 25 | 32 |
| Dubbdocka | Ärmdiameter | mm | 65 | 75 | 120 |
| Ärmkon | MT 4 | MT 5 | MT 6 | ||
| Ärmförflyttning | mm | 140 | 140 | 250 | |
| Precision | Repetera positioneringsnoggrannhet | mm | 0,01 | 0,01 | 0,01 |
| Bearbetningsnoggrannhet | mm | 0,01 | 0,01 | 0,01 | |
| Spindelslag | mm | 0,01 | 0,01 | 0,01 | |
| Andra | Maskinvikt | kg | 1500/1600/1800/2000 | 2800/2900/3300/3700 | 4800/5200/5600/6200 |
| Maskinstorlek | mm | 2200/2500/3000/3500*1500*1800 | 2600/2850/3350/3850*1500*1800 | 3500/3900/4300/5200*2000*1900 |
Utseende och funktioner
1. Maskinhuvudlådan och bädden, dubbdockan, pallen och andra fogytor skrapas och poleras manuellt, och hela maskinen testas vilket effektivt garanterar positioneringsnoggrannheten för Z-axeln och X-axeln, repeterbar positioneringsnoggrannhet, bakåtriktad avstånd och stabilitet hos maskinverktyget.
2. Maskinverktyget använder höghållfast gjutjärn och hårda styrskenor med slitstyrka och stabilitet.
3. Maskinverktygsspindeln använder högpresterande lager, och maskinverktygets kugghjul använder precisionsslipning, vilket effektivt förbättrar kugghjulets hårdhet och minskar maskinverktygets buller.
4. Maskinverktyget, Z-axelns kulskruv och X-axelns kulskruv antar en draghållfast struktur, vilket förbättrar noggrannheten hos arbetsstyckets yttre cirkel och inre hålstorlek.
Introduktion till konfiguration
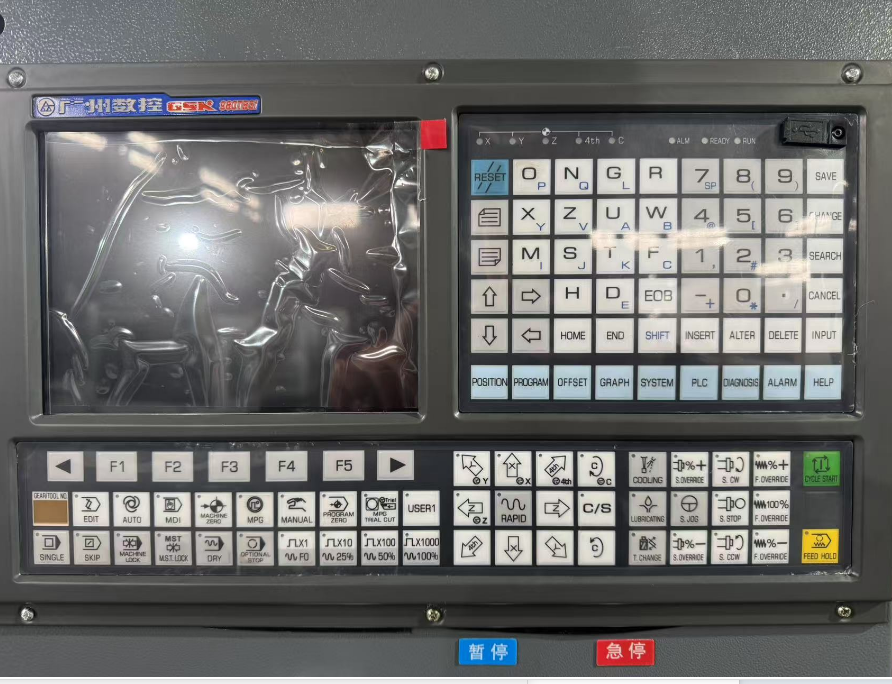
- 1. CNC-styrsystem
GSK980TB3i-bussystemet är ett högpresterande CNC-system utvecklat av Guangzhou CNC Equipment Co., Ltd. Systemet använder avancerade styralgoritmer och höghastighetsprocessorer för att uppnå höghastighets- och högprecisionsbehandlingskontroll. Det stöder fleraxlig länkstyrning och kan uppfylla bearbetningskraven för komplexa delar. Det har omfattande funktioner, såsom verktygsradiekompensation, verktygslängdskompensation, glappkompensation, stigningsfelkompensation etc. Det stöder även makroprogrammering, grafisk simulering, online-bearbetning och andra funktioner, vilket är praktiskt för användare att programmera och använda.
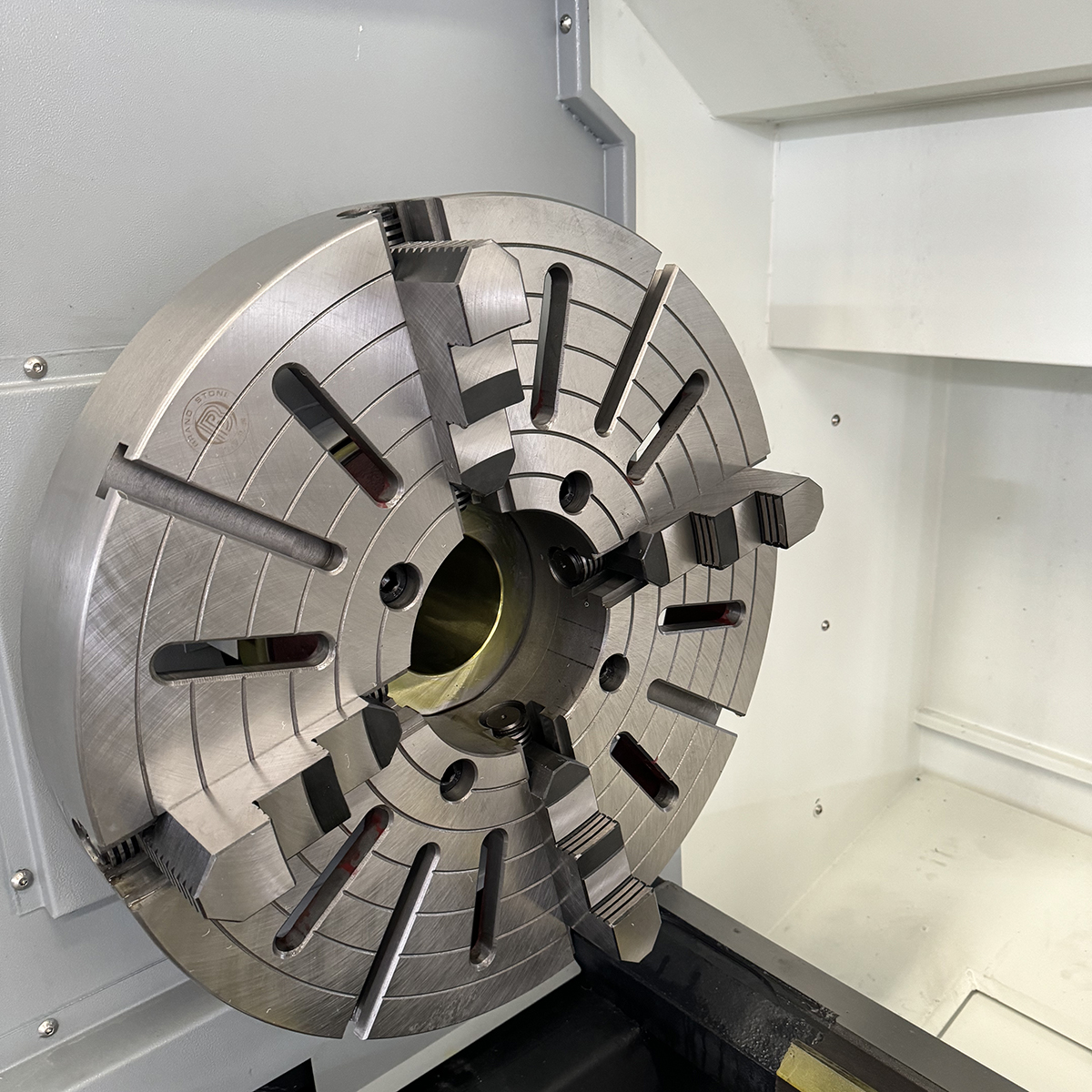
2. Manuell chuck och dubbdocka
Standardkonfigurationen använder manuell chuck och dubbdocka som har egenskaper som enkel struktur, hög flexibilitet, stor klämkraft, hög precision, låg kostnad, brett användningsområde och enkel användning.
-
 CK6140, CK6150 med manuell chuck med tre klor
CK6140, CK6150 med manuell chuck med tre klor -
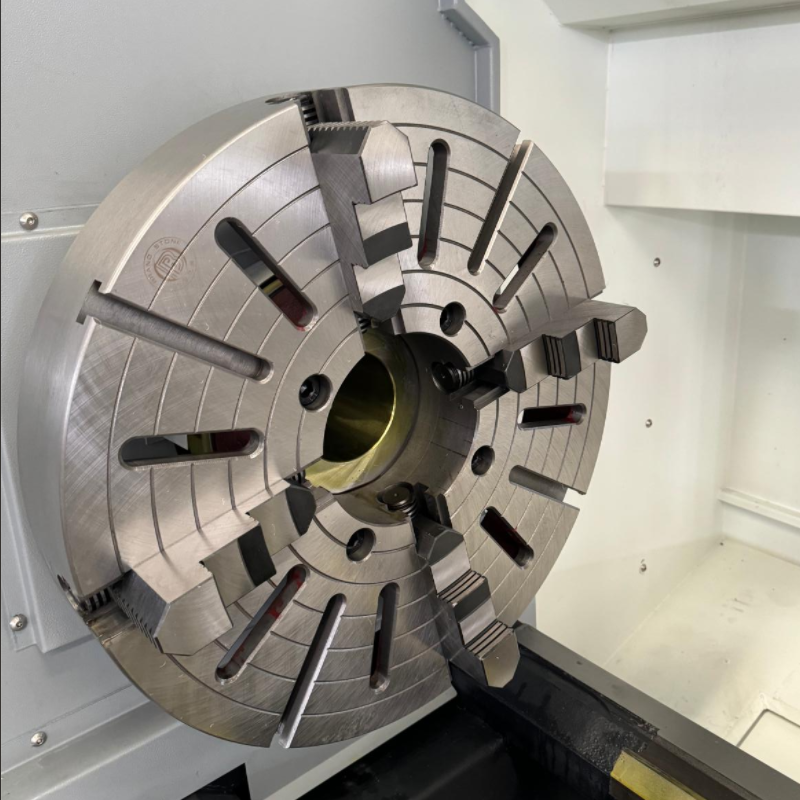 CK6180 med manuell chuck med fyra klor
CK6180 med manuell chuck med fyra klor
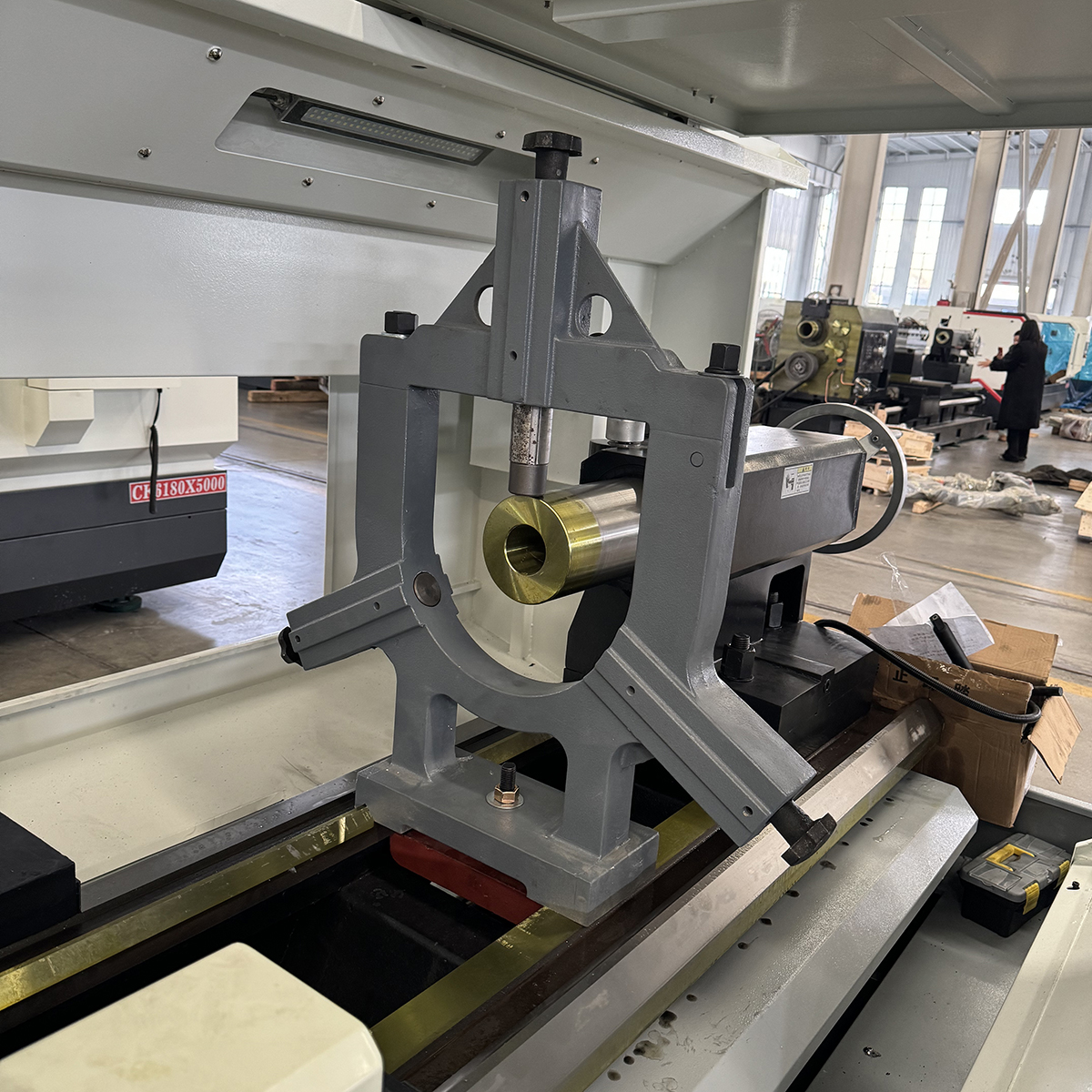
- Den manuella dubbdockan kan flexibelt justeras efter bearbetningsbehov. Genom att rotera handtaget kan dubbdockshylsan flyttas framåt och bakåt i dubbdockans kropp för att justera avståndet mellan centrum och arbetsstycket. Dessutom kan dubbdockan även röra sig åt vänster och höger på svarvbädden för att anpassa sig till arbetsstycken av olika längder.

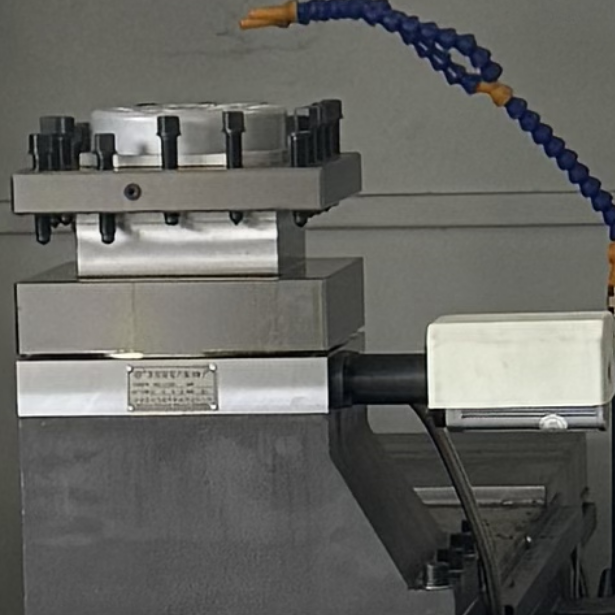
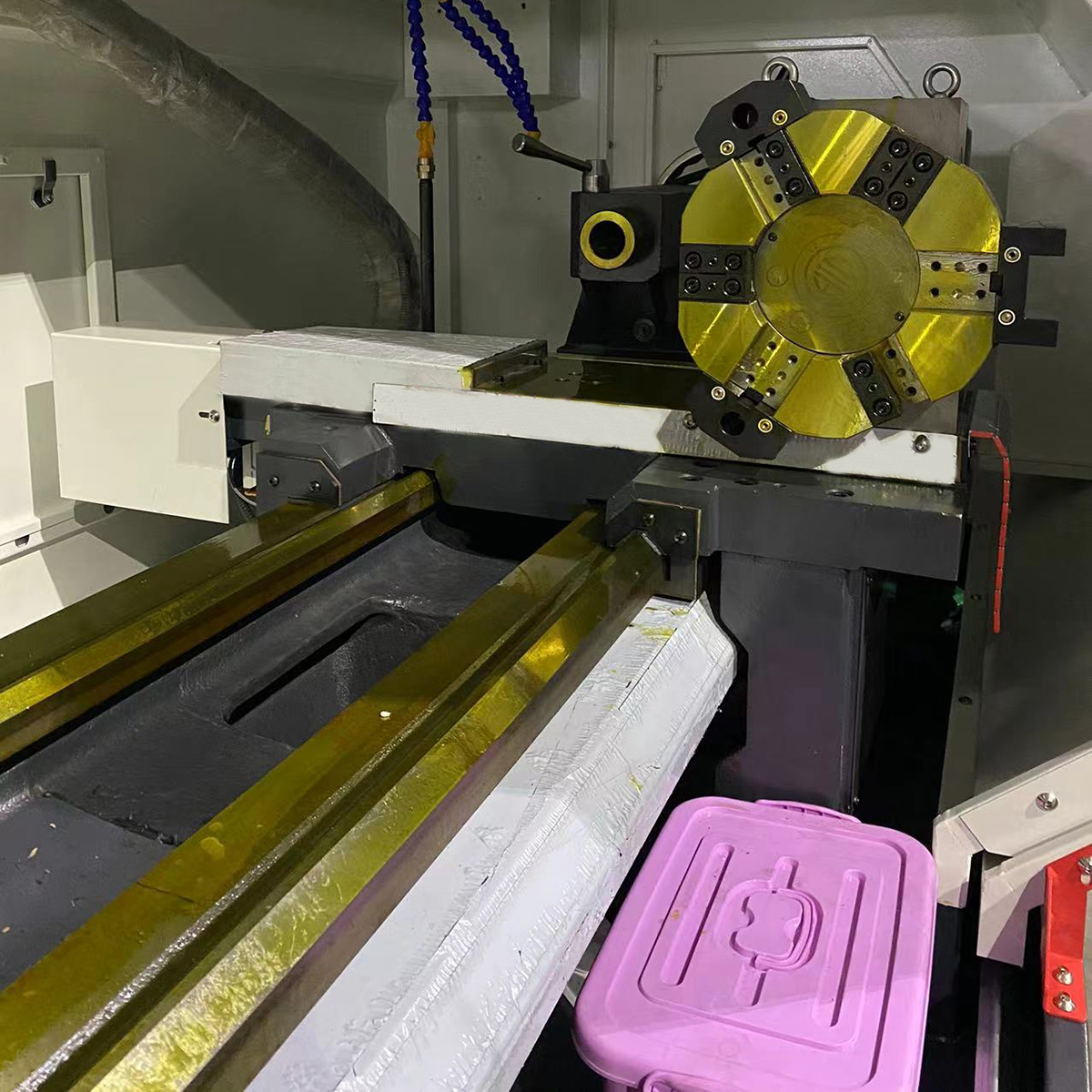
- 3,4-stationers elektrisk verktygsstolpe
Den elektriska verktygshållaren med 4 stationer kan installera 4 verktyg. Genom elektrisk styrning kan verktygen bytas automatiskt och verktygsbytet är snabbt, vilket förbättrar bearbetningseffektiviteten.