








0102





Kraftig CNC-dreiebenk med bakdokke
Produktvideo
Teknologiparameter
| Parameter | SPESIFIKASJONER | Enheter | CK6140 | CK6150 | CK6180 |
| Maskineringskapasitet | Maksimal dreiediameter over sengen | mm | 400 | 500 | 800 |
| Maksimal dreiediameter over tårnet | mm | 200 | 250 | 480 | |
| Maksimal arbeidsstykkelengde | mm | 750/1000/1500/2000 | 850/1000/1500/2000 | 1000/1500/2000/3000 | |
| Maksimal diameter på stangbearbeiding | mm | 42 | 72 | 95 | |
| Diameter på spindelboringen | mm | 52 | 82 | 105 | |
| Maksimal slaglengde på X | mm | 300 | 300 | 420 | |
| Maksimal slaglengde på Z | mm | 750/1000/1500/2000 | 850/1000/1500/2000 | 1000/1500/2000/3000 | |
| Kraftsystem | Spindel maksimal spindelhastighet | o/min | 2000 | 12–1600 | 40–125/110–350/290–950 |
| Spindelmotor | KW | 5,5 | 7,5 | 11 | |
| Verktøystolpe | Høyde på rektangulær verktøyskaftseksjon | mm | 20 | 25 | 32 |
| Bakdokke | Hylsediameter | mm | 65 | 75 | 120 |
| Ermeavsmalning | MT 4 | MT 5 | MT 6 | ||
| Ermets reise | mm | 140 | 140 | 250 | |
| Presisjon | Gjenta posisjoneringsnøyaktighet | mm | 0,01 | 0,01 | 0,01 |
| Maskineringsnøyaktighet | mm | 0,01 | 0,01 | 0,01 | |
| Spindelslag | mm | 0,01 | 0,01 | 0,01 | |
| Annen | Maskinvekt | kg | 1500/1600/1800/2000 | 2800/2900/3300/3700 | 4800/5200/5600/6200 |
| Maskinstørrelse | mm | 2200/2500/3000/3500*1500*1800 | 2600/2850/3350/3850*1500*1800 | 3500/3900/4300/5200*2000*1900 |
Utseende og funksjoner
1. Maskinhodeboksen og sengen, bakdokken, pallen og andre skjøtflater skrapes og poleres manuelt, og hele maskinen testes, noe som effektivt garanterer posisjoneringsnøyaktigheten til Z-aksen og X-aksen, repeterbar posisjoneringsnøyaktighet, reversklaring og stabilitet til maskinverktøyet.
2. Maskinverktøyet bruker høyfast støpejern og harde føringsskinner med slitestyrke og stabilitet.
3. Maskinverktøyspindelen har høye egenskaper, og maskinverktøyets gir bruker presisjonssliping, noe som effektivt forbedrer girets hardhet og reduserer maskinverktøyets støy.
4. Maskinverktøyet, Z-aksens kuleskrue og X-aksens kuleskrue har en strekkstruktur, noe som forbedrer nøyaktigheten til arbeidsstykkets ytre sirkel og indre hullstørrelse.
Konfigurasjonsintroduksjon
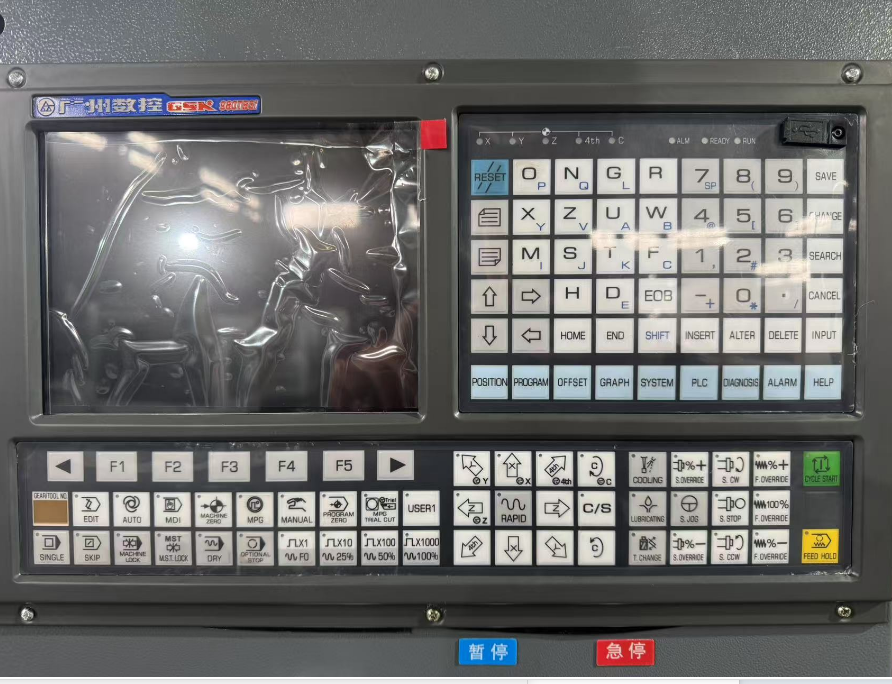
- 1. CNC-kontrollsystem
GSK980TB3i-bussystemet er et høytytende CNC-system utviklet av Guangzhou CNC Equipment Co., Ltd. Systemet bruker avanserte kontrollalgoritmer og høyhastighetsprosessorer for å oppnå høyhastighets og høypresisjons prosesseringskontroll. Det støtter flerakset koblingskontroll og kan oppfylle prosesseringskravene til komplekse deler. Det har rike funksjoner, som verktøyradiuskompensasjon, verktøylengdekompensasjon, tilbakeslagskompensasjon, stigningsfeilkompensasjon, etc. Det støtter også makroprogrammering, grafisk simulering, online prosessering og andre funksjoner, som er praktiske for brukere å programmere og betjene.
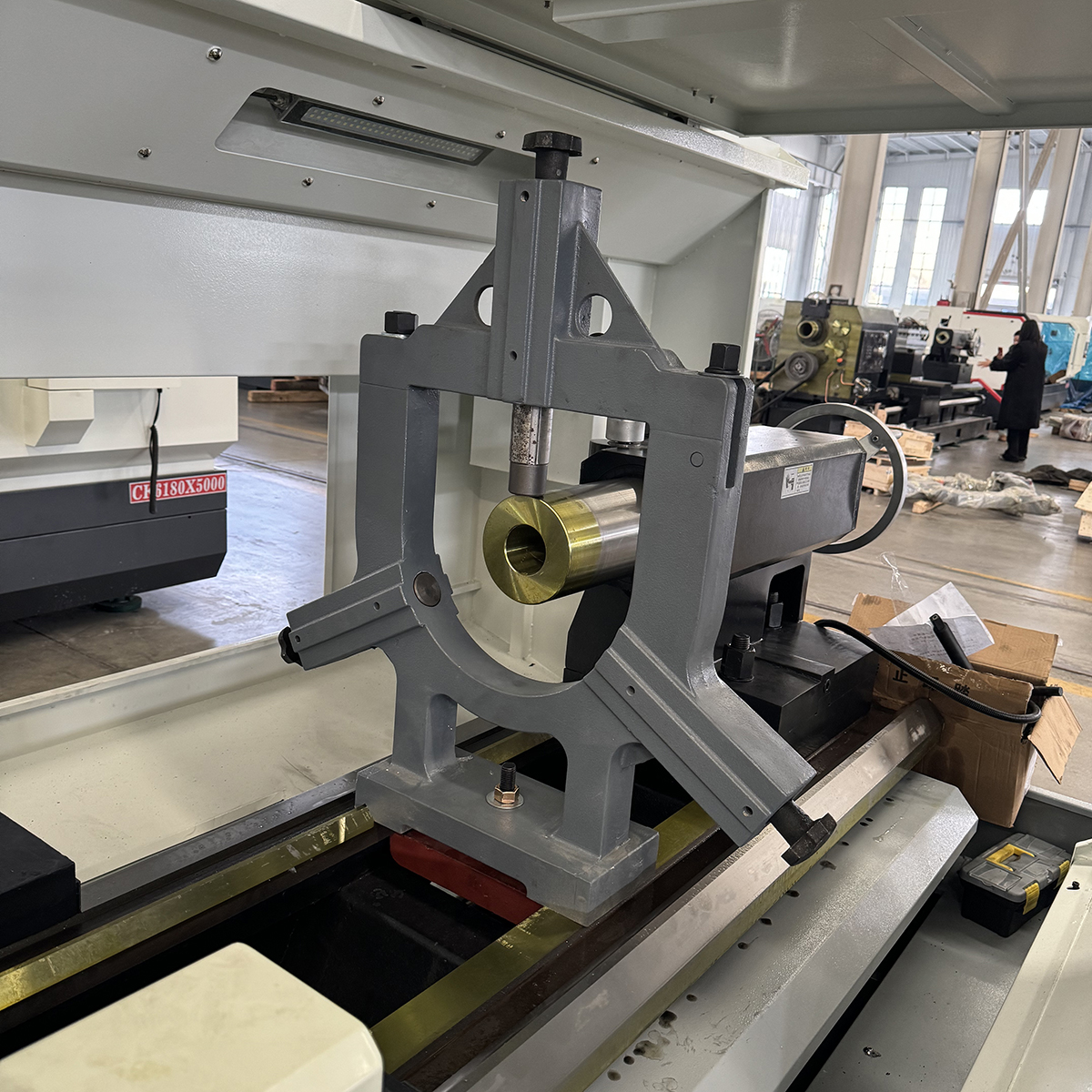
2. Manuell chuck og bakdokke
Standardkonfigurasjonen bruker manuell chuck og bakdokke som har egenskapene enkel struktur, høy fleksibilitet, stor klemkraft, høy presisjon, lave kostnader, bredt bruksområde og enkel betjening.
-
 CK6140, CK6150 med manuell chuck med tre klor
CK6140, CK6150 med manuell chuck med tre klor -
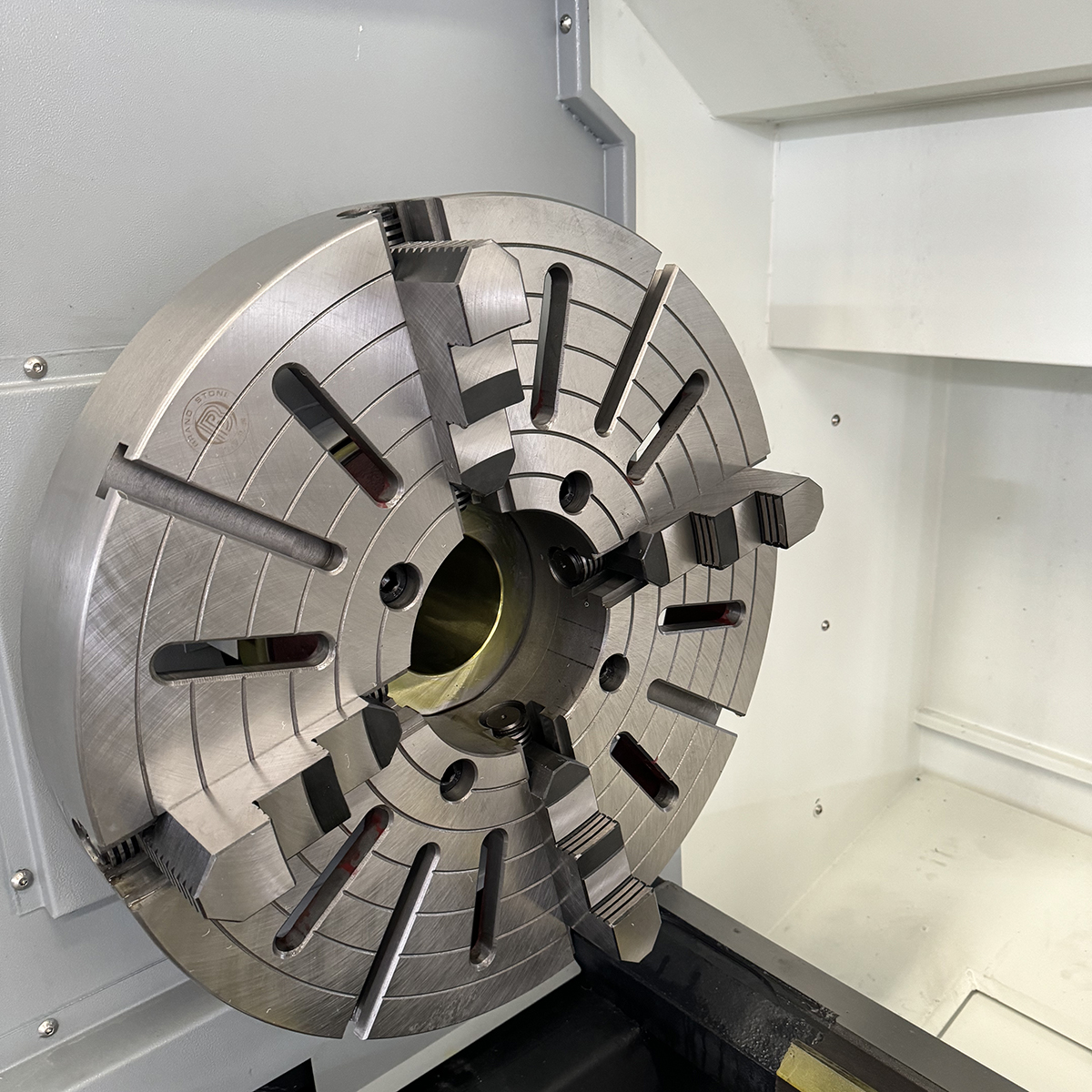
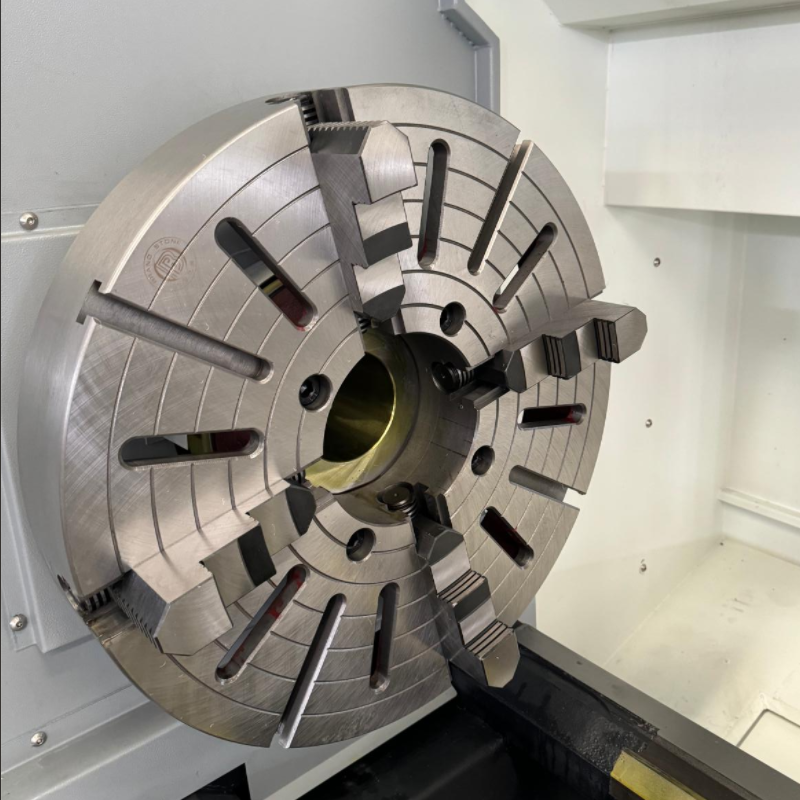 CK6180 med manuell chuck med fire klor
CK6180 med manuell chuck med fire klor
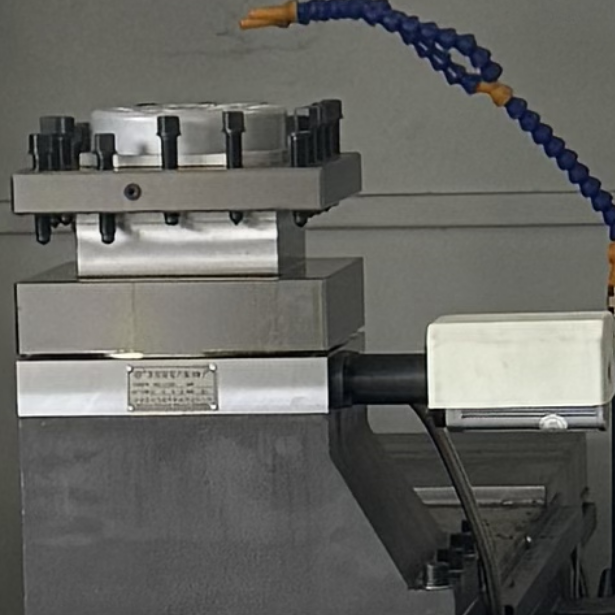
- Den manuelle bakdokken kan fleksibelt justeres i henhold til bearbeidingsbehovene. Ved å rotere håndtaket kan bakdokkehylsen beveges fremover og bakover i bakdokkehuset for å justere avstanden mellom sentrum og arbeidsstykket. I tillegg kan bakdokken også beveges til venstre og høyre på dreiebenken for å tilpasse arbeidsstykker av forskjellige lengder.

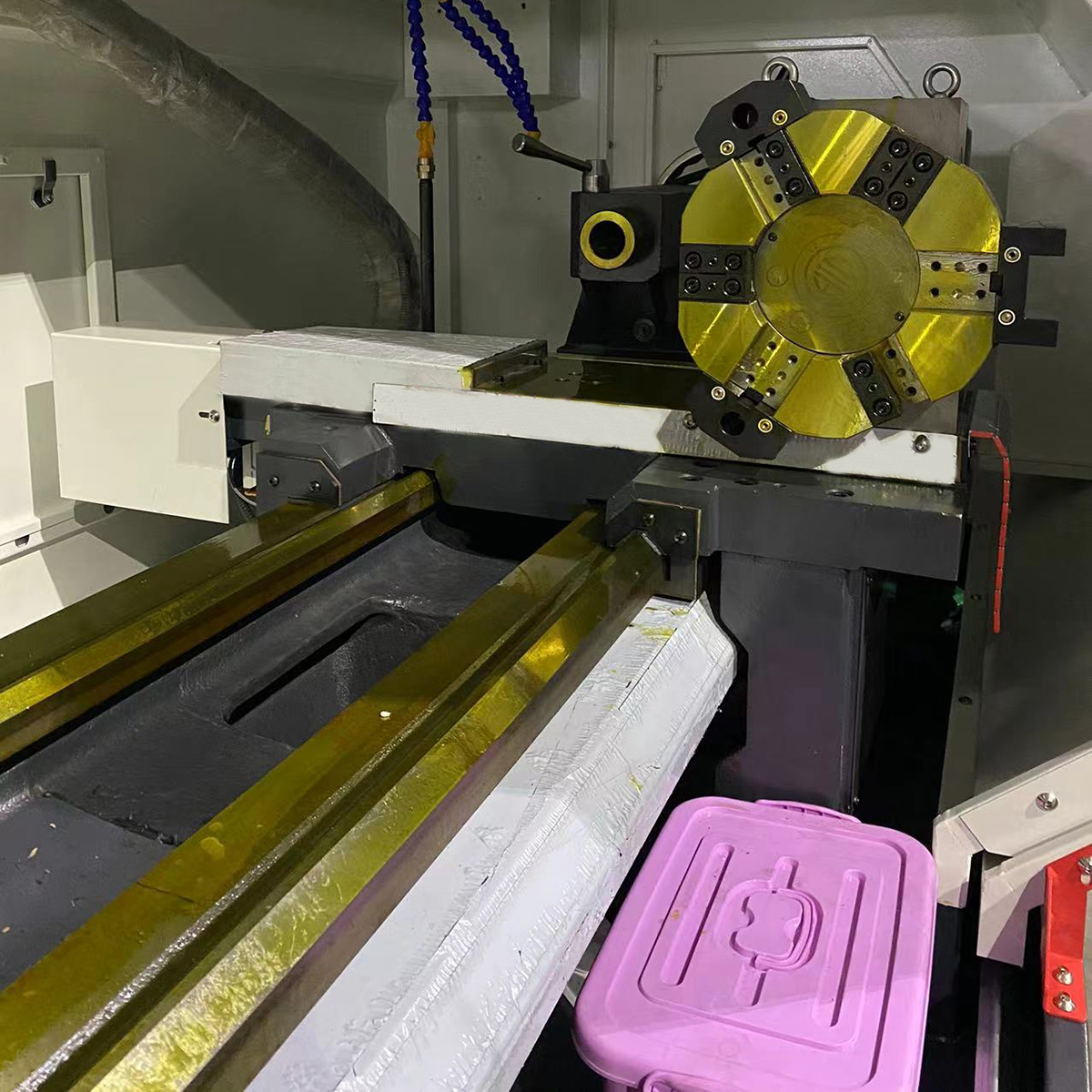
- 3,4-stasjoners elektrisk verktøystolpe
Den elektriske verktøyholderen med 4 stasjoner kan installere 4 verktøy. Gjennom elektrisk styring kan verktøyene byttes automatisk, og verktøybyttehastigheten er rask, noe som forbedrer prosesseringseffektiviteten.