








0102





Raskas CNC-sorvi takapylkällä
Tuotteet Video
Teknologiaparametri
| Parametri | TEKNISET TIEDOT | Yksiköt | CK6140 | CK6150 | CK6180 |
| Koneistuskapasiteetti | Suurin kääntöhalkaisija sängyn yli | mm | 400 | 500 | 800 |
| Suurin sorvaushalkaisija tornin yli | mm | 200 | 250 | 480 | |
| Työkappaleen enimmäispituus | mm | 750/1000/1500/2000 | 850/1000/1500/2000 | 1000/1500/2000/3000 | |
| Suurin tangon työstöhalkaisija | mm | 42 | 72 | 95 | |
| Karan reiän halkaisija | mm | 52 | 82 | 105 | |
| Suurin isku X | mm | 300 | 300 | 420 | |
| Z:n suurin isku | mm | 750/1000/1500/2000 | 850/1000/1500/2000 | 1000/1500/2000/3000 | |
| Sähköjärjestelmä | Karan suurin karan nopeus | rpm | 2000 | 12-1600 | 40–125/110–350/290–950 |
| Karan moottori | KW | 5.5 | 7.5 | 11 | |
| Työkalutolppa | Suorakulmaisen työkalun varren korkeus | mm | 20 | 25 | 32 |
| Takapylkkä | Holkin halkaisija | mm | 65 | 75 | 120 |
| Hihan kartio | MT4 | MT 5 | MT 6 | ||
| Hihan matka | mm | 140 | 140 | 250 | |
| Tarkkuus | Toista paikannustarkkuus | mm | 0,01 | 0,01 | 0,01 |
| Koneistuksen tarkkuus | mm | 0,01 | 0,01 | 0,01 | |
| Karan lyönti | mm | 0,01 | 0,01 | 0,01 | |
| Muut | Koneen paino | kg | 1500/1600/1800/2000 | 2800/2900/3300/3700 | 4800/5200/5600/6200 |
| Koneen koko | mm | 2200/2500/3000/3500*1500*1800 | 2600/2850/3350/3850*1500*1800 | 3500/3900/4300/5200*2000*1900 |
Ulkonäkö ja ominaisuudet
1. Koneen päälaatikko ja sänky, takapylkkä, lava ja muut liitospinnat kaavitaan ja kiillotetaan manuaalisesti, ja koko kone testataan, mikä takaa tehokkaasti Z-akselin ja X-akselin paikannustarkkuuden, toistuvan paikannustarkkuuden, käänteisen välyksen ja työstökoneen vakauden.
2. Konetyökalu käyttää kulutuskestävyyttä ja vakautta omaavaa, erittäin lujaa valurautaa ja kovia ohjauskiskoja.
3. Konetyökalun kara käyttää korkealaatuisia laakereita ja konetyökalun hammaspyörät tarkkuushiontaa, mikä parantaa tehokkaasti hammaspyörän kovuutta ja vähentää konetyökalun melua.
4. Konetyökalu, Z-akselin kuularuuvi ja X-akselin kuularuuvi omaksuvat vetolujuusrakenteen, joka parantaa työkappaleen ulkoympyrän ja sisäreiän koon tarkkuutta.
Konfiguraation esittely
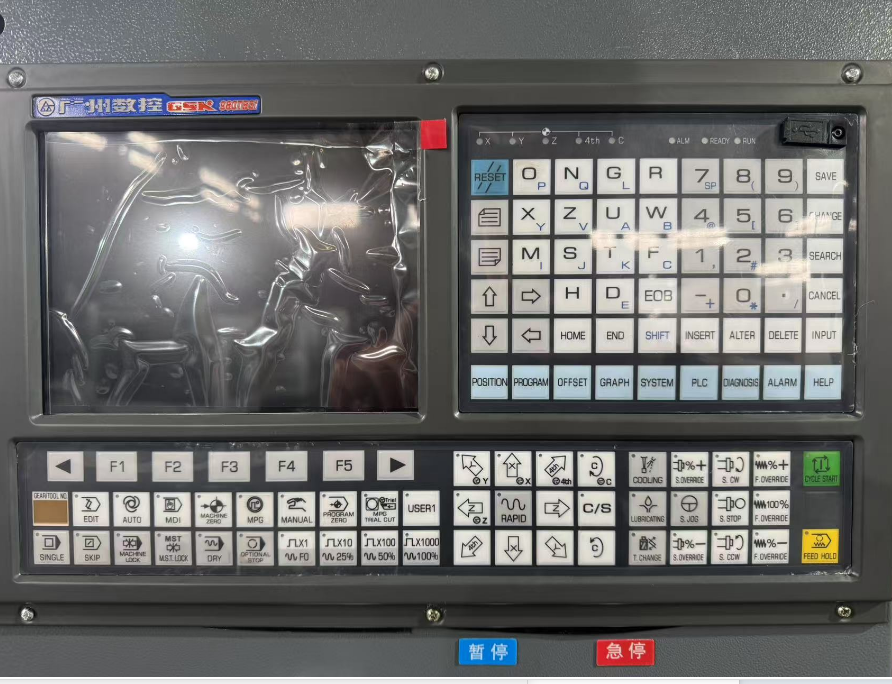
- 1.CNC-ohjausjärjestelmä
GSK980TB3i-väyläjärjestelmä on Guangzhou CNC Equipment Co., Ltd:n kehittämä tehokas CNC-järjestelmä. Järjestelmä käyttää edistyneitä ohjausalgoritmeja ja suurnopeusprosessoreita nopean ja tarkan prosessoinnin ohjauksen saavuttamiseksi. Se tukee moniakselista vivustoohjausta ja pystyy täyttämään monimutkaisten osien prosessointivaatimukset. Siinä on runsaasti toimintoja, kuten työkalun säteen kompensointi, työkalun pituuden kompensointi, välyksen kompensointi, nousuvirheen kompensointi jne. Se tukee myös makro-ohjelmointia, graafista simulointia, online-prosessointia ja muita toimintoja, jotka ovat käyttäjien kannalta käteviä ohjelmoida ja käyttää.
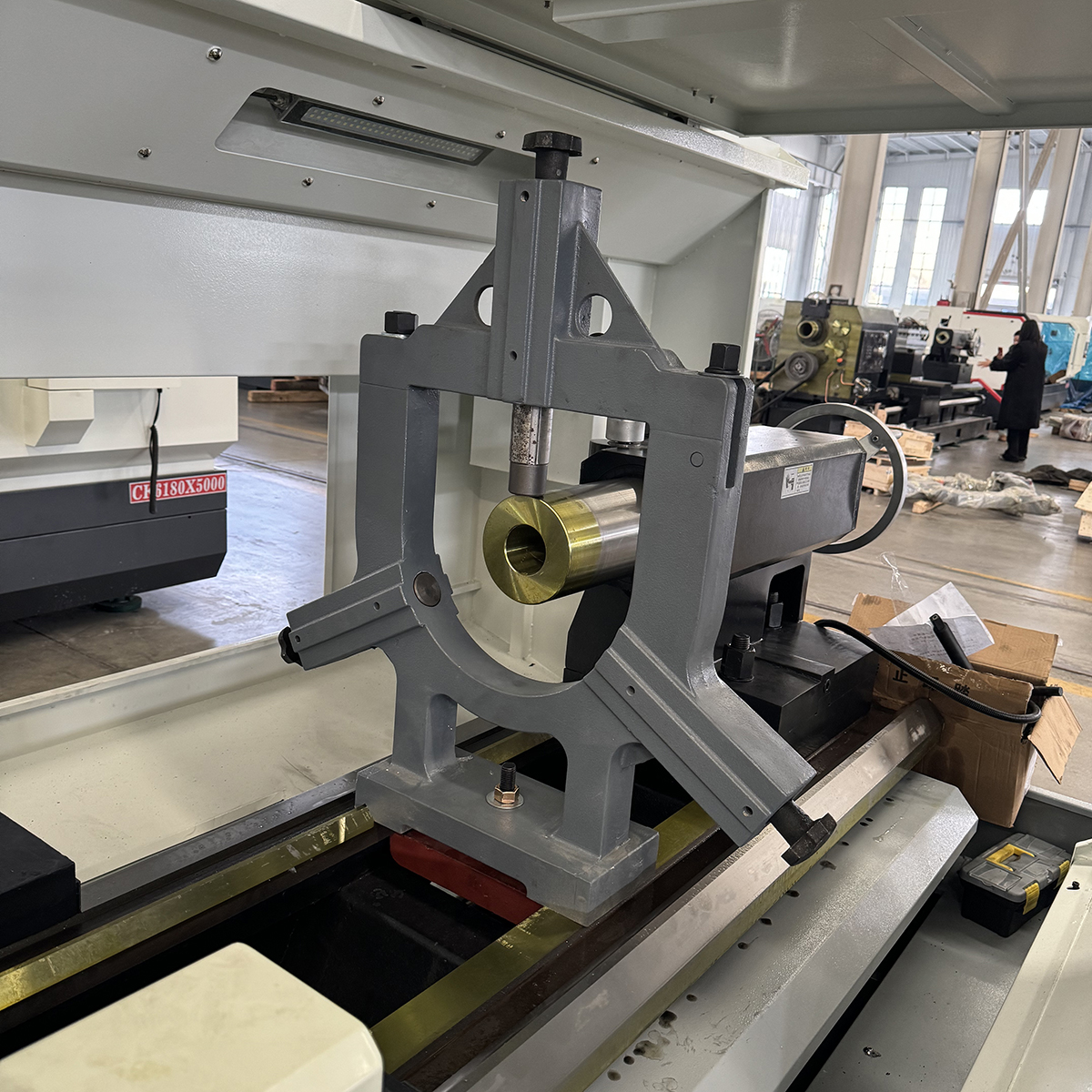
2. Manuaalinen istukka ja takapylkkä
Vakiokokoonpanossa käytetään manuaalista istukkaa ja takapylkkää, joilla on yksinkertaisen rakenteen, suuren joustavuuden, suuren puristusvoiman, korkean tarkkuuden, edullisten kustannusten, laajan käyttöalueen ja helpon käytön ominaisuudet.
-
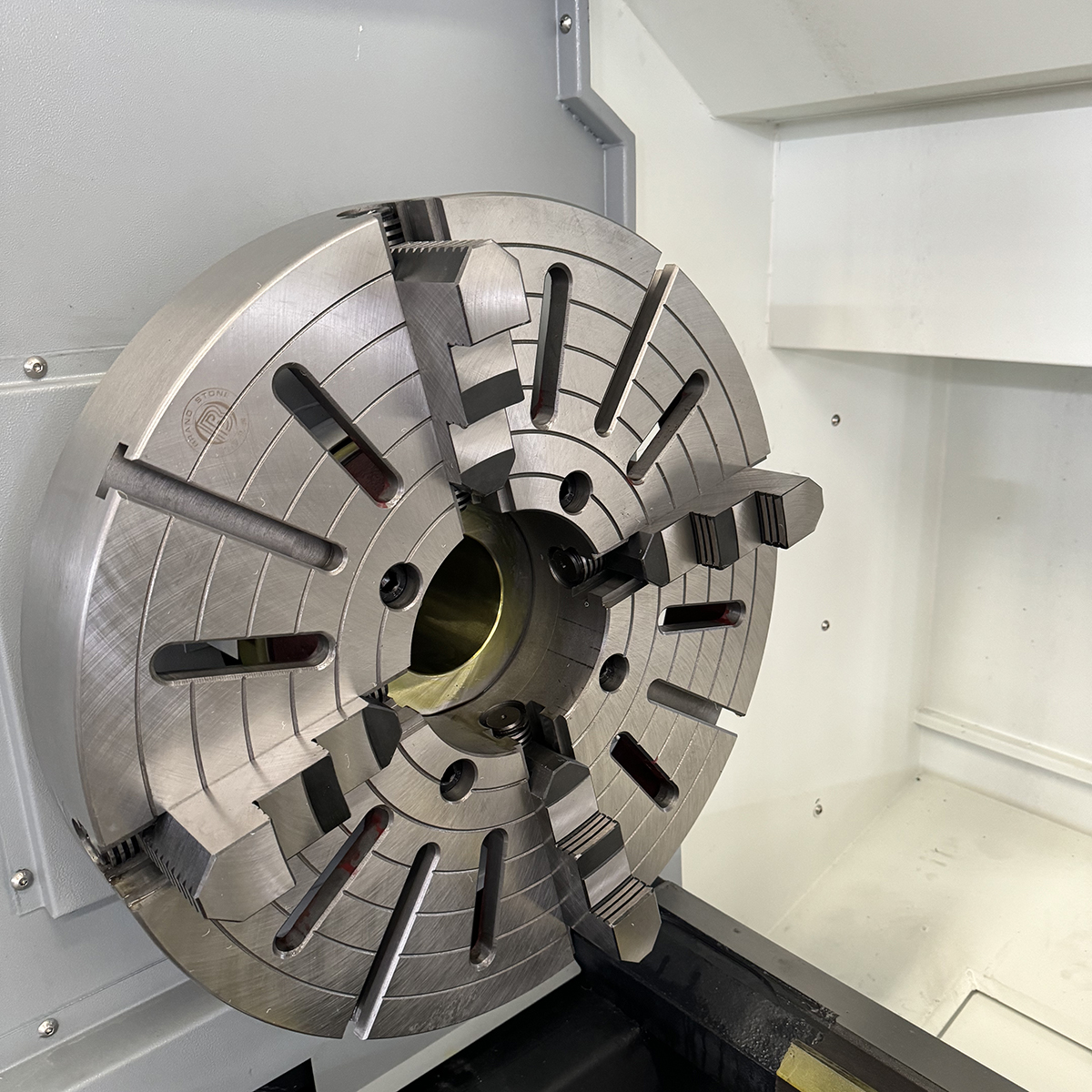
 CK6140, CK6150 kolmikypsisellä manuaalisella istukalla
CK6140, CK6150 kolmikypsisellä manuaalisella istukalla -
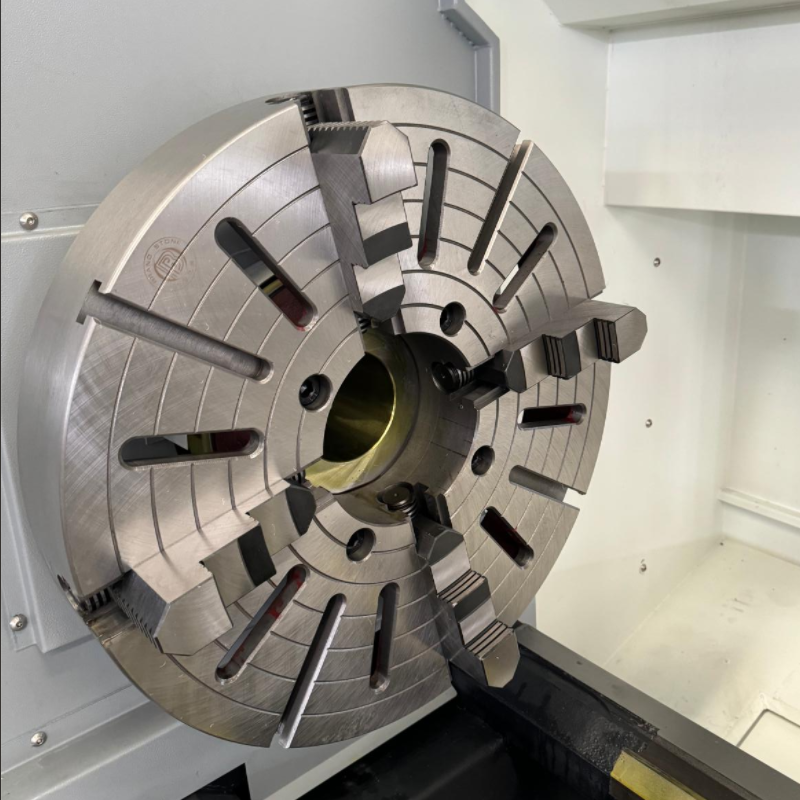 CK6180 nelikynsisellä manuaalisella istukalla
CK6180 nelikynsisellä manuaalisella istukalla
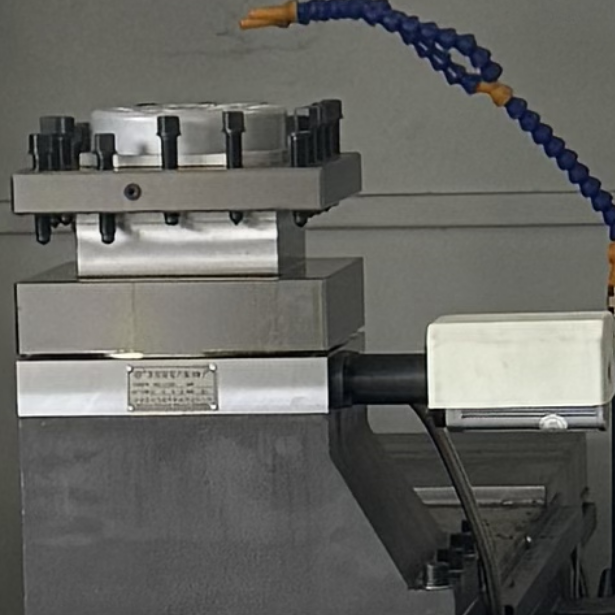
- Manuaalista takapylkkää voidaan säätää joustavasti työstötarpeiden mukaan. Kahvaa kiertämällä takapylkän holkkia voidaan siirtää eteen- ja taaksepäin takapylkän rungossa, jolloin keskipisteen ja työkappaleen välinen etäisyys voidaan säätää. Lisäksi takapylkkää voidaan liikuttaa myös vasemmalle ja oikealle sorvin rungossa, jotta se soveltuu eri pituisille työkappaleille.

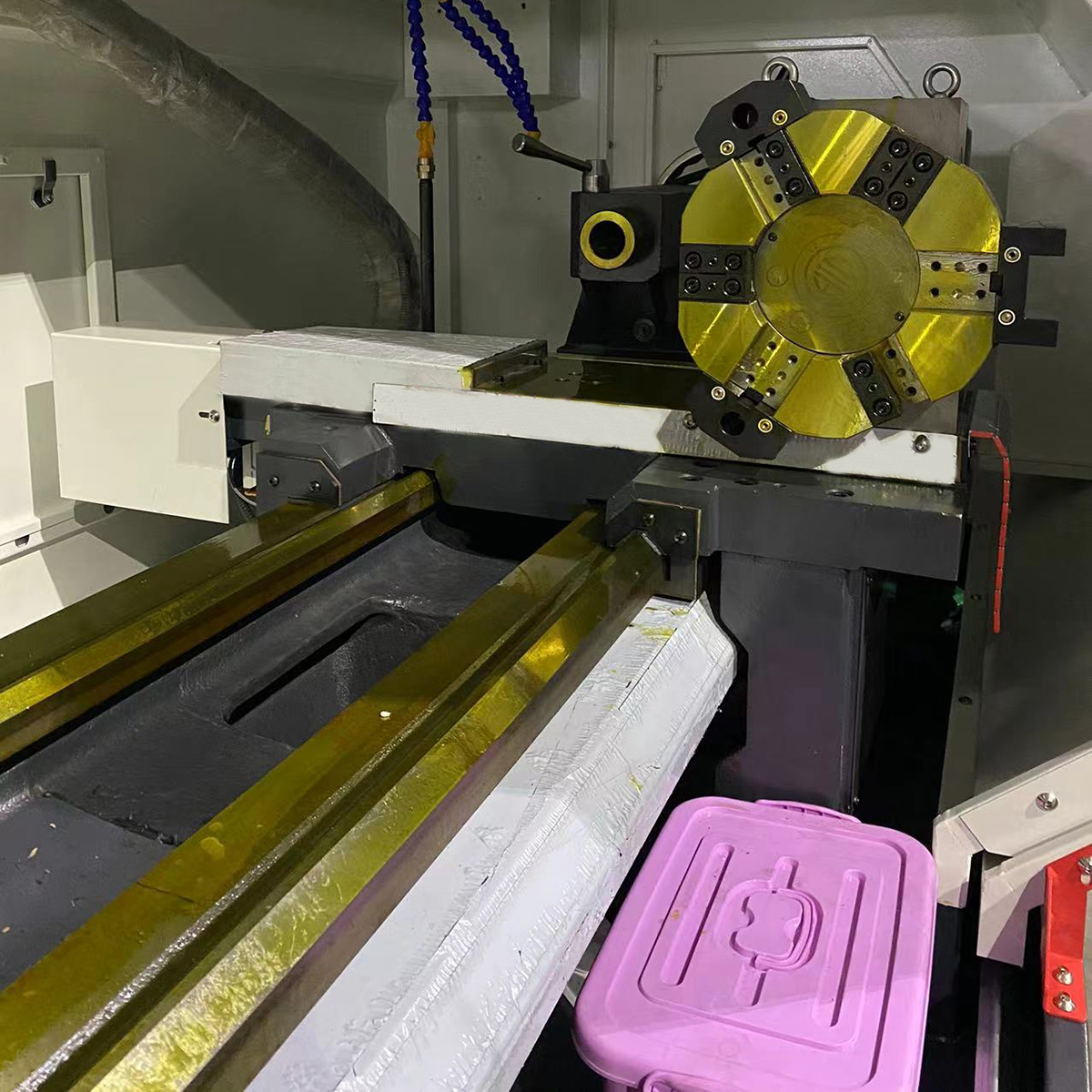
- 3,4-paikkainen sähkötyökalupylväs
4-asemaiseen sähkötyökalupidikkeeseen mahtuu 4 työkalua. Sähköisen ohjauksen ansiosta työkalut voidaan vaihtaa automaattisesti ja työkalunvaihto on nopeaa, mikä parantaa prosessointitehokkuutta.