








0102





CNC струг за тешки услови со задна летва
Видео за производи
Технолошки параметар
| Параметар | СПЕЦИФИКАЦИИ | Единици | CK6140 | CK6150 | CK6180 |
| Капацитет на машинска обработка | Максимален дијаметар на вртење над платформата | мм | 400 | 500 | 800 |
| Максимален дијаметар на вртење над куполата | мм | 200 | 250 | 480 | |
| Максимална должина на работното парче | мм | 750/1000/1500/2000 | 850/1000/1500/2000 | 1000/1500/2000/3000 | |
| Максимален дијаметар на обработка на шипка | мм | 42 | 72 | 95 | |
| Дијаметар на отворот на вретеното | мм | 52 | 82 | 105 | |
| Максимален удар од X | мм | 300 | 300 | 420 | |
| Максимален удар на Z | мм | 750/1000/1500/2000 | 850/1000/1500/2000 | 1000/1500/2000/3000 | |
| Енергетски систем | Максимална брзина на вретеното | вртежи во минута | 2000 година | 12-1600 | 40-125/110-350/290-950 |
| Мотор на вретеното | KW | 5,5 | 7,5 | 11 | |
| Алатка за столб | Висина на правоаголниот дел од стеблото на алатот | мм | 20 | 25 | 32 |
| Задна летва | Дијаметар на ракавот | мм | 65 | 75 | 120 |
| Конусен ракав | МТ 4 | МТ 5 | МТ 6 | ||
| Патување со ракав | мм | 140 | 140 | 250 | |
| Прецизност | Точност на повторување на позиционирањето | мм | 0,01 | 0,01 | 0,01 |
| Точност на машинска обработка | мм | 0,01 | 0,01 | 0,01 | |
| Вретеново отчукување | мм | 0,01 | 0,01 | 0,01 | |
| Друго | Тежина на машината | кг | 1500/1600/1800/2000 | 2800/2900/3300/3700 | 4800/5200/5600/6200 |
| Големина на машината | мм | 2200/2500/3000/3500*1500*1800 | 2600/2850/3350/3850*1500*1800 | 3500/3900/4300/5200*2000*1900 |
Изглед и карактеристики
1. Кутијата на главата на машината и подлогата, задната летва, палетата и другите површини на спојката се рачно стругаат и полираат, а целата машина е тестирана, што ефикасно гарантира точност на позиционирање на Z-оската и X-оската, точност на повторено позиционирање, обратен клиренс и стабилност на машинската алатка.
2. Машинската алатка користи високоцврсто леано железо и тврди водилки со отпорност на абење и стабилност.
3. Вретеното на машинскиот алат користи лежишта со високи својства, а запчаниците на машинскиот алат користат прецизно брусење, што ефикасно ја подобрува тврдоста на запчаникот и го намалува шумот на машинскиот алат.
4. Машинската алатка, завртката со топчеста завртка на Z-оската и завртката со топчеста завртка на X-оската имаат затегнувачка структура, што ја подобрува точноста на надворешниот круг и големината на внатрешната дупка на работното парче.
Вовед во конфигурацијата
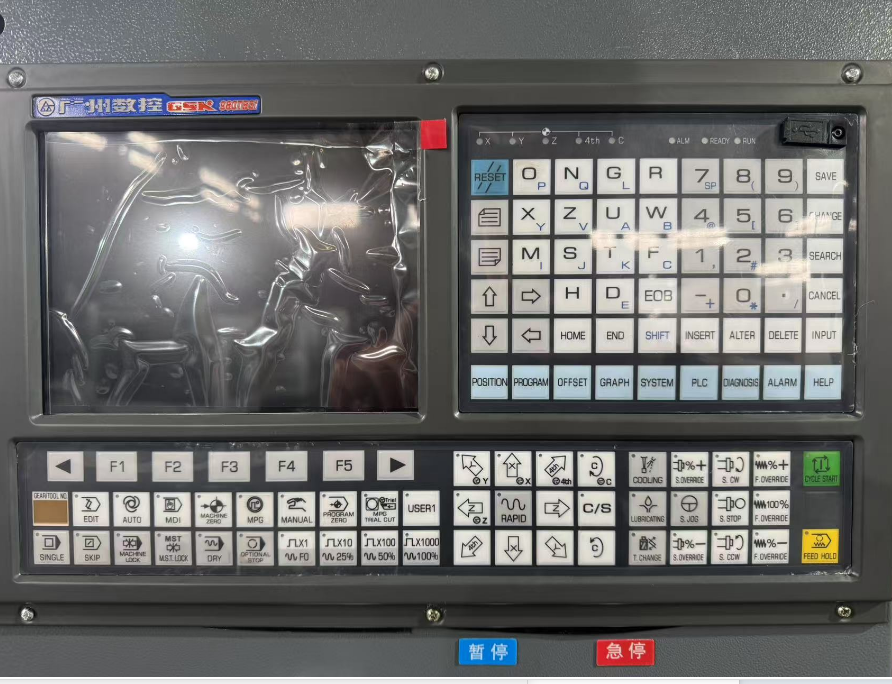
- 1.CNC систем за контрола
Системот со шини GSK980TB3i е високо-перформансен CNC систем развиен од Guangzhou CNC Equipment Co., Ltd. Системот користи напредни алгоритми за контрола и високо-брзински процесори за да постигне контрола на обработката со голема брзина и висока прецизност. Поддржува контрола на поврзувањето на повеќе оски и може да ги задоволи барањата за обработка на сложени делови. Има богати функции, како што се компензација на радиусот на алатот, компензација на должината на алатот, компензација на обратен удар, компензација на грешка на наклон итн. Исто така, поддржува макро програмирање, графичка симулација, онлајн обработка и други функции, кои се погодни за корисниците за програмирање и ракување.
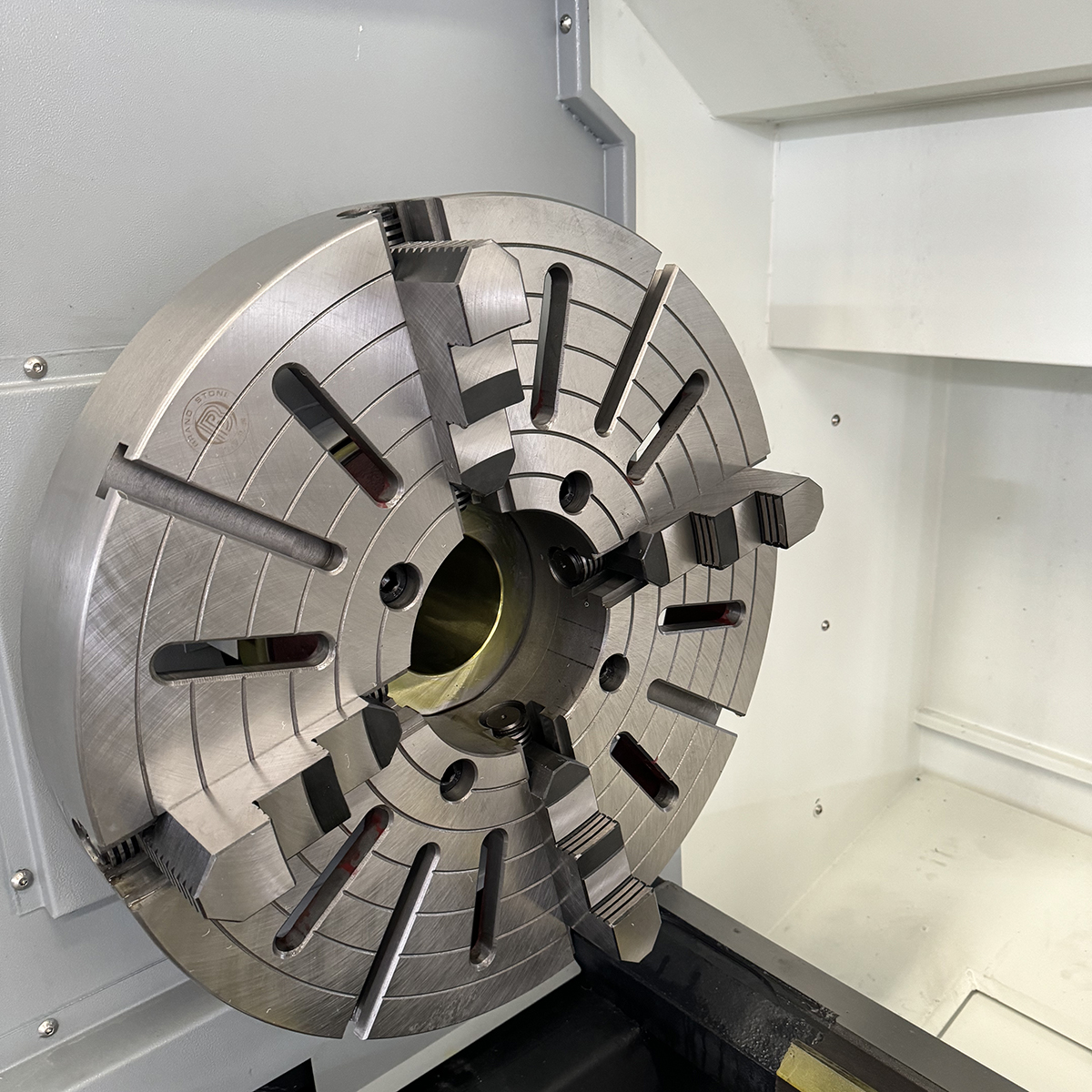
2. Рачна стега и задна летва
Стандардната конфигурација користи рачна стега и задна летва кои имаат карактеристики на едноставна структура, висока флексибилност, голема сила на стегање, висока прецизност, ниска цена, широк опсег на примена и лесно ракување.
-
 CK6140, CK6150 со рачна стега со три канџи
CK6140, CK6150 со рачна стега со три канџи -
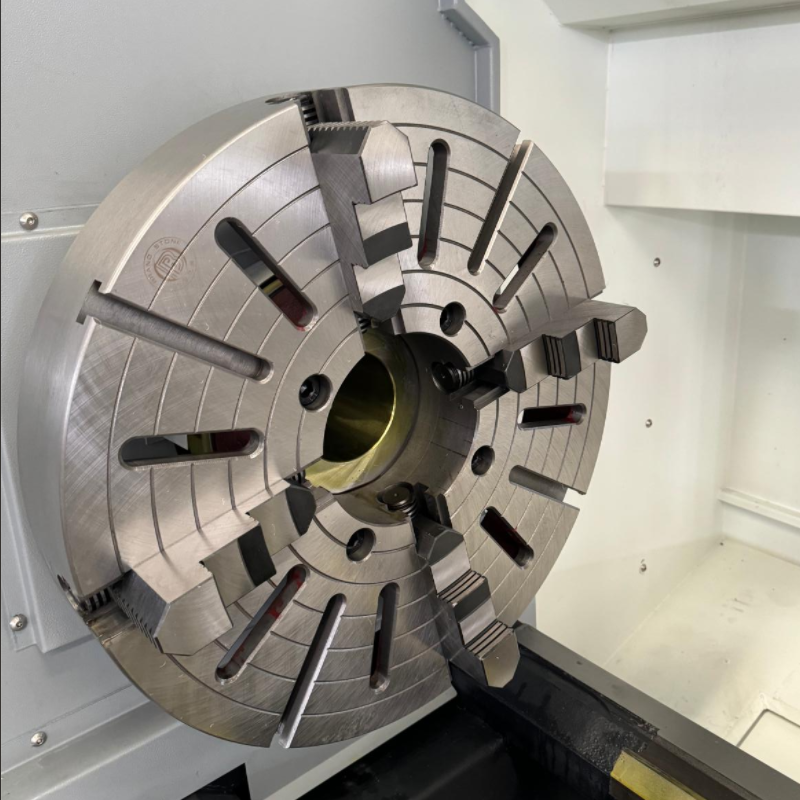 CK6180 со рачна стега со четири канџи
CK6180 со рачна стега со четири канџи
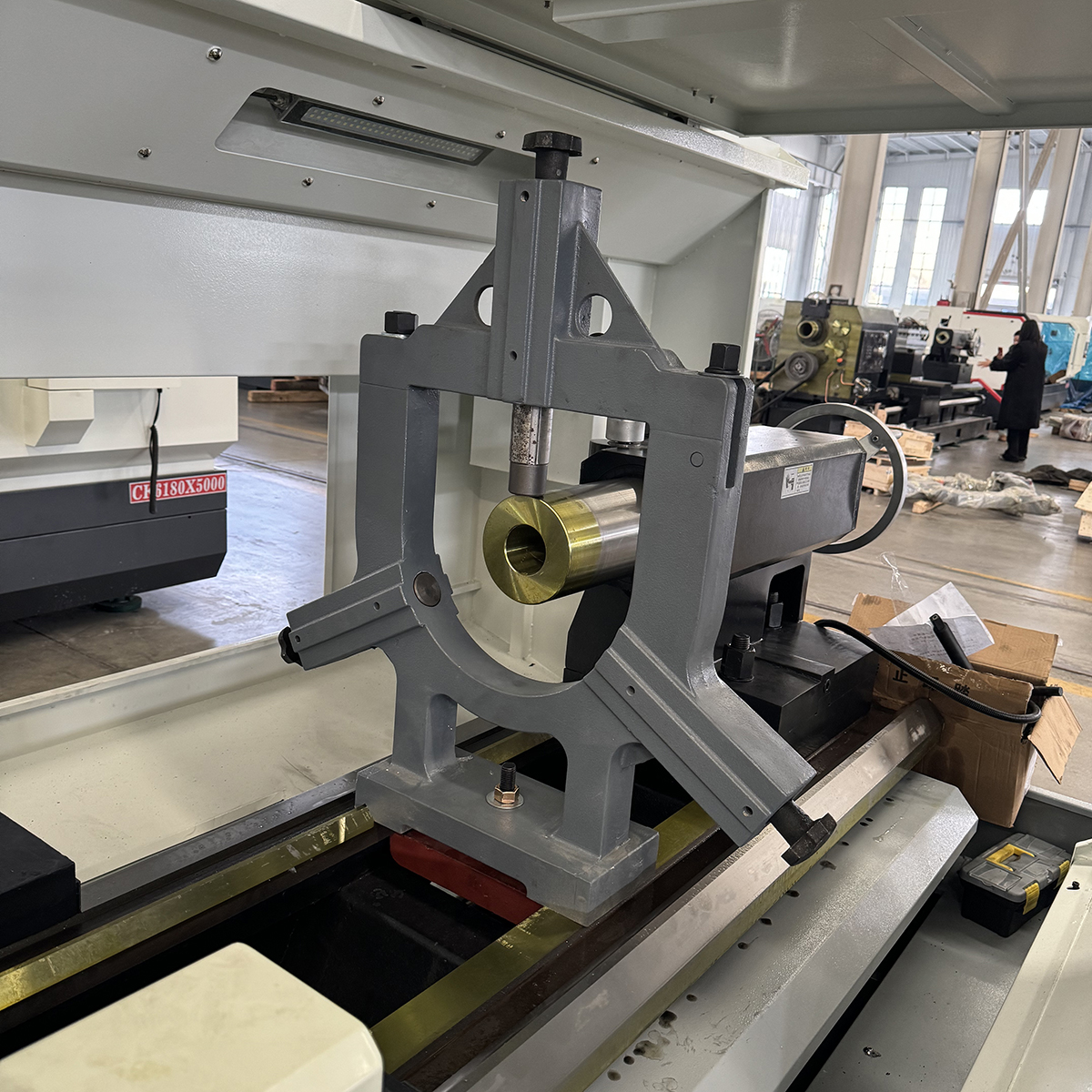
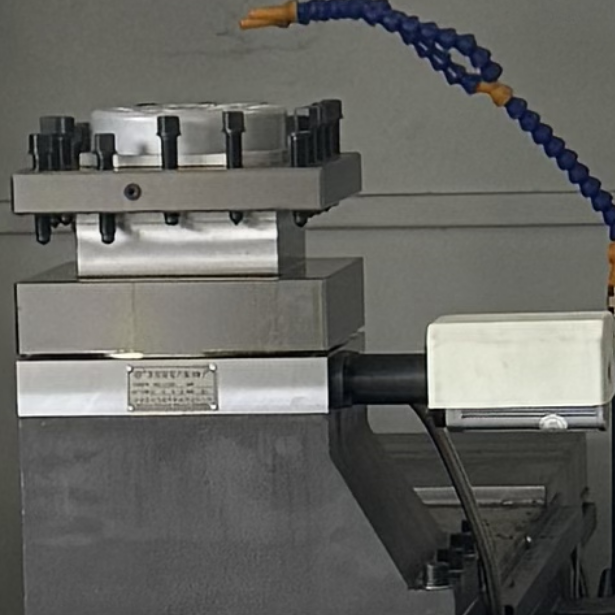
- Рачниот заден дел може флексибилно да се прилагоди според потребите за обработка. Со ротирање на рачката, ракавот на задниот дел може да се поместува напред и назад во телото на задниот дел за да се прилагоди растојанието помеѓу центарот и обработуваниот дел. Покрај тоа, задниот дел може да се движи и лево и десно на платформата на стругот за да се сместат обработувани парчиња со различни должини.

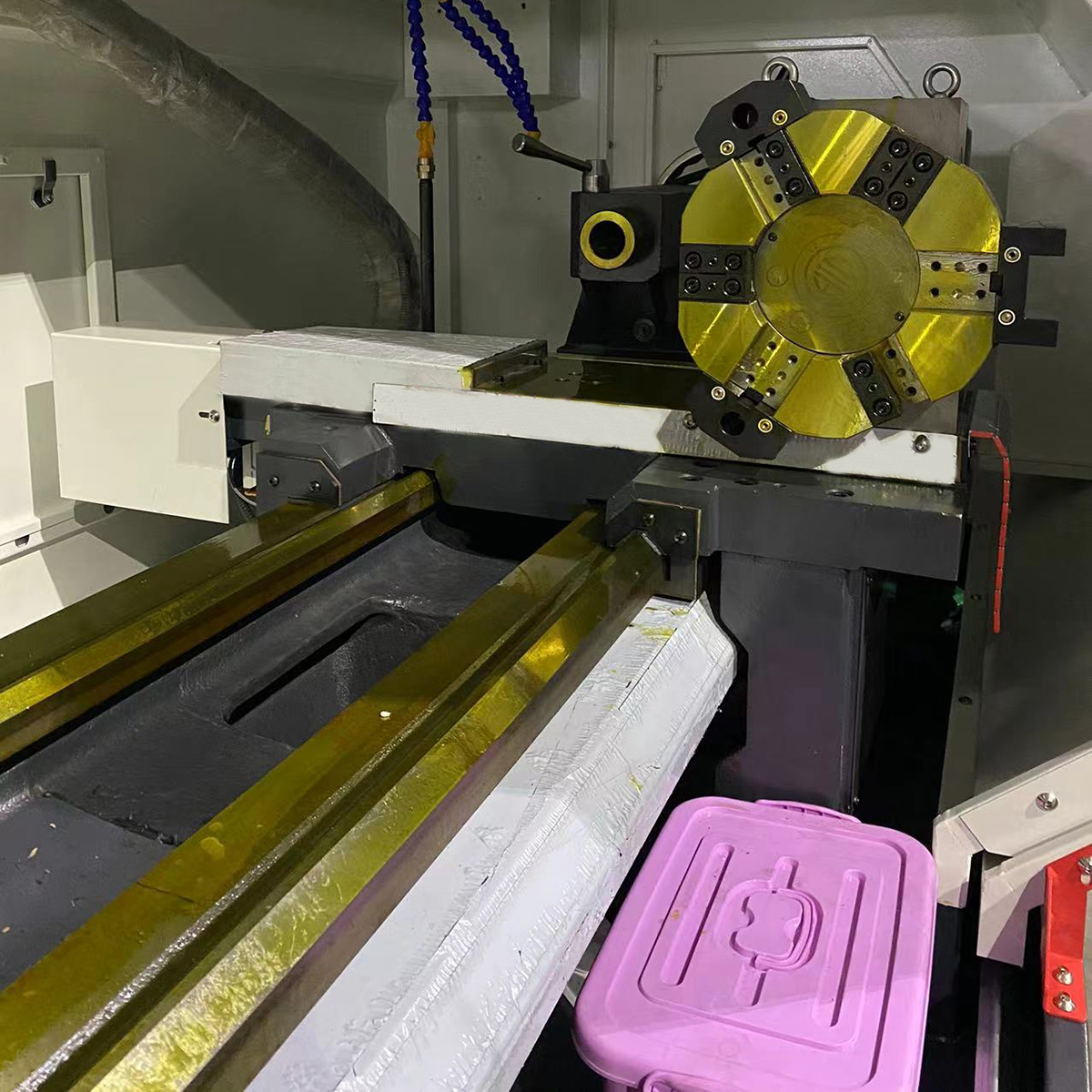
- 3,4-стационарен столб за електрични алати
Држачот за електрични алати со 4 станици може да инсталира 4 алатки. Преку електрична контрола, алатките можат автоматски да се менуваат, а брзината на менување на алатот е голема, што ја подобрува ефикасноста на обработката.