









0102030405


High Precision CNC Tshuab Dhos Hlau Ua Machining Milling Tshuab
Cov Khoom Siv Yees Duab
Cov Txheej Txheem Siv Tshuab
| Cov Qauv | COV LUS QHIA | Chav | Tus nqi | ||||
| Kev Siv Tshuab Muaj Peev Xwm | Qhov siab tshaj plaws ntawm txoj kab uas hla lub txaj | hli | 450 | ||||
| Qhov siab tshaj plaws tig txoj kab uas hla lub turret | hli | 200 | |||||
| Qhov ntev tshaj plaws ntawm kev ua haujlwm | hli | 300 | |||||
| Qhov siab tshaj plaws ntawm txoj kab uas hla ntawm lub tshuab ua haujlwm | hli | 45 | |||||
| Txoj kab uas hla ntawm lub spindle bore | hli | 56 | |||||
| Qhov siab tshaj plaws ntawm X / Z | hli | 800/400 | |||||
| Qhov ceev tshaj plaws ntawm lub spindle | rpm | 4000 | |||||
| Lub zog fais fab | Lub Cev Muaj Zog Ntxaiv | kw | 5.5 | ||||
| Lub cev muaj zog twj tso kua dej txiav | kw | 0.9 | |||||
| Lub cev muaj zog twj tso kua mis hydraulic | kw | 0.75 | |||||
| X/Z tsav lub cev muaj zog | kw | 1.7kw (GSK thawj) | |||||
| Chaw Tso Cuab Yeej | Qhov siab ntawm seem ntawm lub cuab yeej rectangular | hli | 20 | ||||
| Kev Ntsuas Tseeb | Rov ua qhov tseeb ntawm qhov chaw | hli | |||||
| Kev ua haujlwm raug | hli | ||||||
| Spindle beat | hli | ||||||
| Tailstock | Kev txav mus los | / | / | ||||
| Txoj kab uas hla ntawm lub tes tsho | / | / | |||||
| Taper ntawm tes tsho | / | / | |||||
| Kev txav tes tsho | / | / | |||||
| Kev Pub Ceev | Kev pub ceev ceev | m/feeb | X:20/Z:20 | ||||
| Lwm yam | Lub zog fais fab | KVA | 7.5 | ||||
| Qhov hnyav ntawm lub tshuab | kg | 2500 | |||||
| Loj ntawm Tshuab | hli | 2200X1600X1900 |
piav qhia txog khoom


- GSK CNC Tswj System
Lub tshuab no muaj lub tshuab tswj hwm GSK CNC, uas yog ib lub tshuab ua haujlwm tau zoo thiab ntseeg tau uas siv dav hauv kev ua haujlwm precision machining. Lub tshuab GSK txhawb nqa kev sib txuas lus ntau-axis, kev ua haujlwm ceev ceev, thiab kev txawj ntse programming, suav nrog ISO-tus qauv G-code thiab kev sib tham programming yooj yim. Nws lub interface kov tau yooj yim ua rau kev ua haujlwm yooj yim, kev saib xyuas lub sijhawm tiag tiag, thiab kev hloov kho parameter sai. Lub tshuab kuj tseem muaj cov cuab yeej kuaj mob ua ke, kev kuaj pom qhov yuam kev, thiab cov macros customizable los txhim kho cov haujlwm machining nyuaj. Nrog kev ua haujlwm ruaj khov thiab kev sib raug zoo nrog ntau yam kev teeb tsa tshuab, GSK CNC ua kom muaj kev raug siab thiab kev tsim khoom.
- Hydraulic Clamping nrog Collet
Lub tshuab muaj lub kaw lus hydraulic clamping rau kev tuav cov khoom ua haujlwm kom ruaj ntseg thiab ua haujlwm tau zoo. Lub collet chuck muab lub zog tuav zoo thiab kev sib sau ua ke zoo heev, ua kom muaj kev khiav tawm tsawg kawg nkaus thaum ua haujlwm ceev ceev. Lub tshuab hydraulic ua rau clamping sai thiab sib xws, txo lub sijhawm teeb tsa thiab txhim kho kev ua haujlwm zoo. Lub kaw lus hydraulic yog tsim los rau kev ruaj khov, nrog rau kev hloov kho qhov siab kom haum rau ntau yam khoom siv thiab kev xav tau machining. 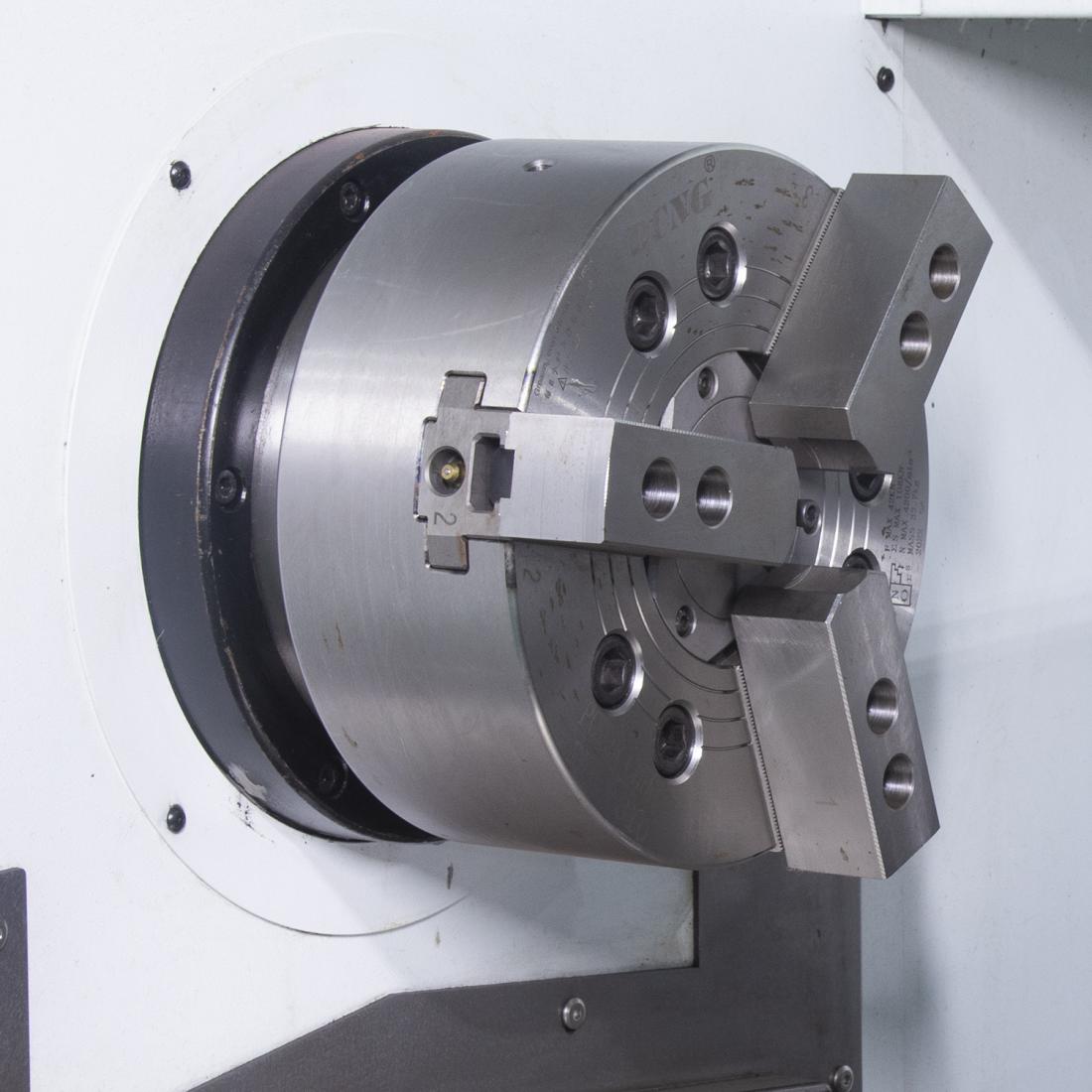

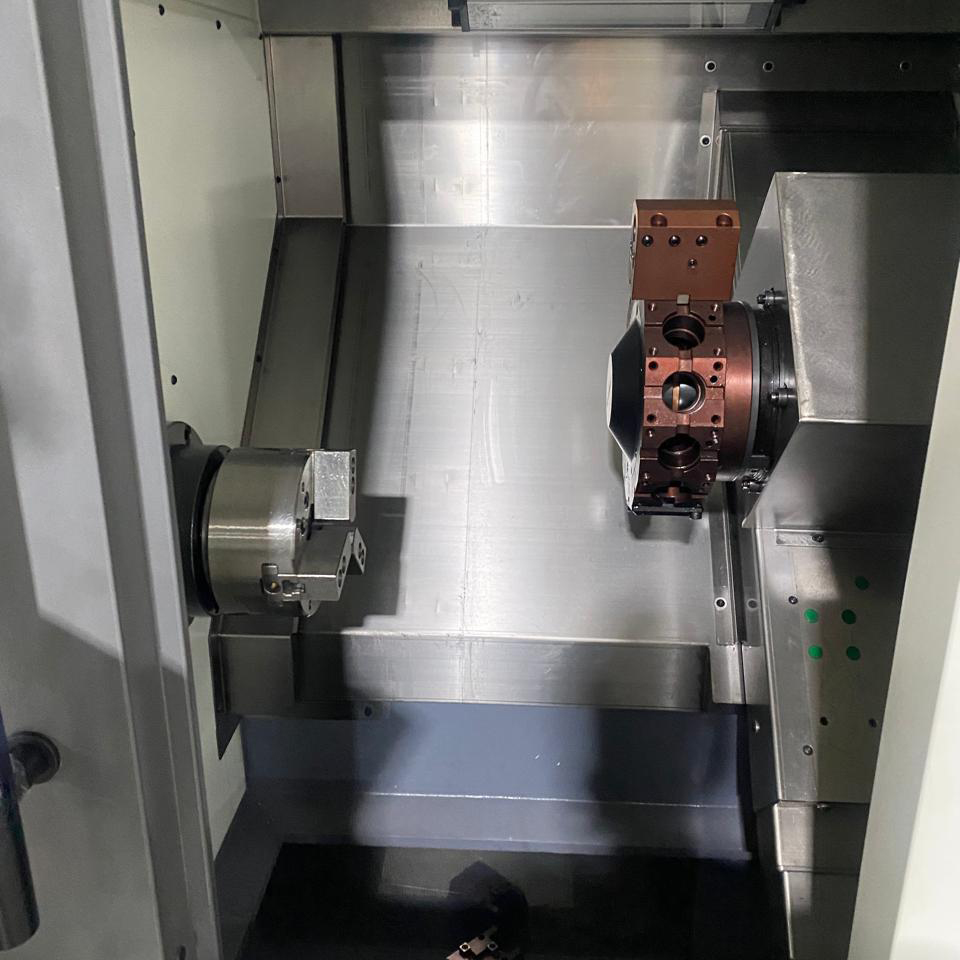
- 12-Chaw Nres Tsheb Fais Fab Turret nrog Y-Axis Xaiv Tau
Muaj 12 lub tshuab fais fab turret uas siv tau rau kev hloov cov cuab yeej siv tsis siv neeg, ua rau lub sijhawm tsis ua haujlwm ntau zaus txo qis. Txhua lub tshuab tuaj yeem tuav ntau yam cuab yeej txiav (piv txwv li, cov laum, cov kais, cov tshuab txiav kawg), uas ua rau cov khoom nyuaj ua tiav hauv ib qho kev teeb tsa. Lub turret no xaiv tau nrog Y-axis, uas ua rau muaj peev xwm ua haujlwm tawm ntawm qhov chaw nruab nrab, kev txiav cov duab, thiab kev txiav cov haujlwm. Qhov kev ywj pheej no ua rau lub tshuab haum rau cov khoom sib xyaw uas xav tau ob qho tib si tig thiab kev txiav cov haujlwm. Lub turret tsim qauv ruaj khov ua kom muaj kev ntsuas sai thiab rov ua dua rau kev ua haujlwm raug.
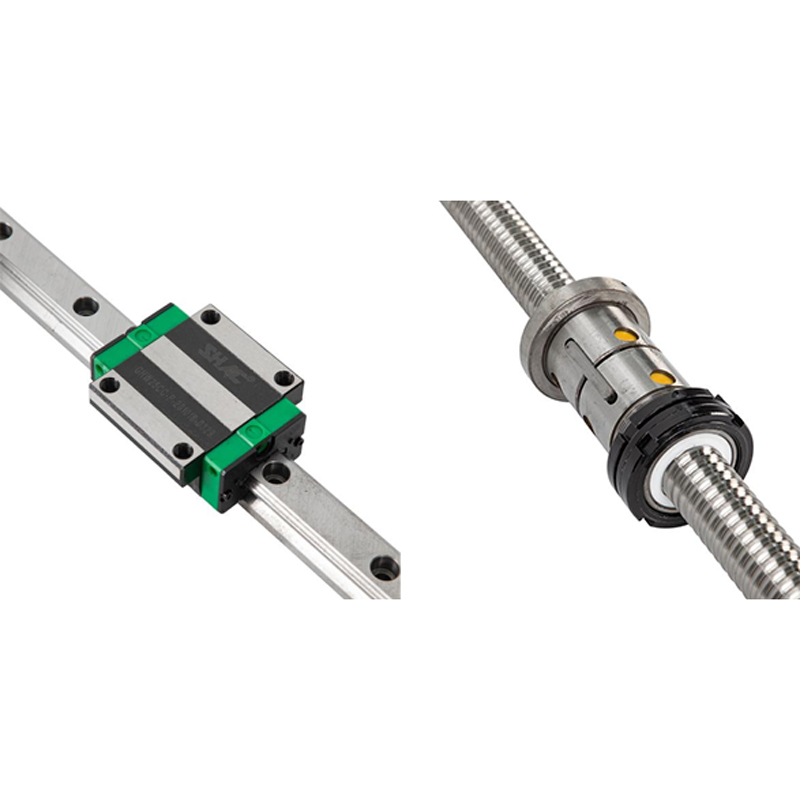
- Cov Ntsia Hlau Lead thiab Linear Guide RailLub tshuab siv cov hlau ntsia hlau uas muaj qhov tseeb kom xa tau qhov txav mus los raws li X, Y, thiab Z axes, txo qhov backlash thiab ua kom muaj kev txav mus los zoo. Ua ke nrog cov hlau qhia kev sib txuas uas muaj zog heev, qhov kev teeb tsa no muab kev ruaj khov zoo heev, txo kev sib txhuam, thiab tiv taus kev hnav mus sij hawm ntev. Cov hlau qhia kev sib txuas ua kom muaj kev ua haujlwm zoo dua, tso cai rau kev ua haujlwm ceev ceev thaum tswj hwm qhov kev kam rau siab (± 0.005 hli lossis zoo dua). Kev sib xyaw ua ke no zoo tagnrho rau cov ntawv thov uas xav tau kev rov ua dua, qhov chaw tiav zoo, thiab kev ua haujlwm txiav hnyav.

- Ntxaiv nrog Servo Tsav Tsheb
Lub tshuab muaj lub spindle ua haujlwm siab uas tsav los ntawm lub cev muaj zog servo, ua kom ntseeg tau tias kev tswj ceev raug, lub zog siab, thiab kev nrawm nrawm. Tsis zoo li cov spindles tsav los ntawm txoj siv sia, lub cev muaj zog servo muab kev xa hluav taws xob ncaj qha, txo kev poob hluav taws xob thiab txhim kho kev ua haujlwm zoo. Lub spindle txhawb nqa ntau qhov ceev (kho tau los ntawm CNC programming) thiab muaj cov cuab yeej clamping thiab txias tsis siv neeg los tswj kev ruaj khov thermal thaum siv ntev. Qhov kev teeb tsa no zoo tagnrho rau ob qho tib si kev siv tshuab hnyav thiab kev ua tiav ceev ceev.
- Txee Faib Hluav Taws Xob Sib Cais
Lub tshuab muaj lub txee hluav taws xob sib cais, cais cov khoom tswj hwm rhiab heev ntawm cua sov, plua plav, thiab kev co uas tsim thaum lub sijhawm ua haujlwm. Qhov kev tsim no ua rau lub kaw lus ntseeg tau thiab ntev lub neej ntawm cov khoom hluav taws xob. Lub txee muaj cov cua txias zoo (kiv cua lossis cua txias) kom tiv thaiv kev kub dhau thiab xyuas kom ruaj khov. Tsis tas li ntawd, qhov kev sib cais ua rau kev saib xyuas thiab kev daws teeb meem yooj yim dua, vim tias txhua qhov xov hlau, PLCs, thiab servo drives tau teeb tsa zoo thiab nkag tau yooj yim. 